Publié le 10.08.2024 - Révisé le 13.11.2024
Page Optimisée pour Lecture sur Ordinateur
Vous souhaitez Faire Corriger une Erreur ou Compléter l'Information, Bienvenue : Contactez l'Auteur
Un Bug dans Firefox ne positionne pas correctement la page sur les balises (utilisation de l'index de navigation)
La page fonctionne mieux sur d'autres navigateurs
EN SAVOIR PLUS SUR LES MACHINES À TRICOTER
Août 2024 © Dr. Christian LACHAUD, PhD
Citez ce Travail quand vous l'Utilisez :
Lachaud, C. M. (2024). En Savoir Plus sur les Machines à Tricoter. https://semences-fermieres.com/Plant/fr/content/32-tricoter-sur-machine-a-tricoter-domestique
Travail Original Conçu, Développé et Programmé par Dr. Lachaud, Publié en ligne avec Accès gratuit sur le Site semences-fermieres.com
Pour information, il s'agit néanmoins d'un document Protégé par Copyright :
Toute Publication et Publicité relative à Tout Travail l'ayant Utilisé doit Citer cette Référence comme Indiqué ci-dessus
Sans Autorisation Préalable Écrite de son Auteur, Reproduire ce Document Tout ou Partie sous quelle que Forme que ce Soit est un Acte de Contrefaçon qui vous Engage dans des Conséquences Légales
Sommaire
- Mécanismes de la Machine à Tricoter 🠛
- Types de Machines à Tricoter 🠛
- Choisir une Machine à Tricoter 🠛
- Formations en Tricot Machine 🠛
Article Connexe Entretien & Réparation de Machine à Tricoter
A. MÉCANISMES DE LA MACHINE À TRICOTER
- A1. Principes & Histoire 🠛
- A2. Anatomie 🠛
- A3. Fonctionnement 🠛
A1. Principes & Histoire
Principes
Une Machine à Tricoter est un Appareil qui sert à Mailler un Fil
- Efficacement
- Très Faible Taux d'Erreur
- Très Grande Régularité des Mailles
- Rapidement
- Des Centaines de Fois plus vite qu'un Humain qui Tricote à la Main
La Machine à Tricoter Permet une Qualité d'Étoffe Inégalable et une Production Automatisée, Standardisée ou sur Mesure, et en très Gros Volumes, en Métrage comme en Façonnage, de Tout Type de Point Tricot
C'est une Révolution dans l'Industrie Textile
Les Machines à Tricoter permettent aujourd'hui à des Milliards d'Humains de se Vêtir à Coût Modique et de Soutenir la Civilisation
(textiles vestimentaires, textiles techniques, textiles médicaux, textiles pour l'industrie automobile, etc.)
Histoire
Les Principes du Dispositif ont été Inventés entre le Milieu et la Fin du 16ème siècle
La Paternité en est attribuée à William LEE, Pasteur à Calverton, Nottinghamshire, Angleterre
Sa 1ère Machine à Tricoter, dite Machine à Tricoter sur Cadre, Fabriquait des Bas en Laine en Point Jersey
L'Invention a suscité une Levée de Boucliers de la part des Tricoteuses du Royaume qui, Soutenues par la Reine, Redoutaient la Perte de leurs Revenus si cette Machine venait à se généraliser
En France au milieu du 17ème siècle, le Roi Louis XIV favorisa le Développement du Tricot Machine avec l'Établissement de Manufactures de Bonneterie Mécanique exploitant ces Systèmes à Cadre
La première "Mailleuse à Dents Mobiles" (machine à tricoter circulaire) fut développée 2 siècles plus tard en France, dans les années 1840 (Jacquin, J. J.)
L'Aiguille à Clapet ne fut inventée qu'au milieu du 19ème siècle (UK, US)
Les premières Machines à Tricoter Rectilignes avec Architecture en Ʌ (double fonture) datent des années 1860 (Buxtorf E., France ; Lamb I. W., USA)
Après Acquisition des Brevets de Lamb, le Suisse Henri-Édouard Dubied lance la Production des Machines à Tricoter Rectilignes à Double Fonture en Europe, en 1867 (machines DUBIED)
Outre-Atlantique, Lamb Fabrique lui aussi ses Machines Rectilignes à la même époque (machines LAMB), auxquelles il ajoute la Machine Circulaire Conique à Chaussette en 1877 (TUTTLE Machine)
Le Système Jacquard utilisé sur les Métiers à Tisser pour la Création des Motifs Colorés est Adapté aux Machines à Tricoter par E. Buxtorf, puis modifié et perfectionné par l'Entreprise DUBIED pour ses machines
(plusieurs systèmes existent chez DUBIED, comme le rayeur des modèles M - un tambour sélecteur d'aiguilles fixé aux chariots, ou le véritable système des métiers jacquards avec cartes perforées comme dans les modèles DUT)
Depuis leur mise au point au 19ème siècle, les Machines à Tricoter se sont Imposées dans les Usines (machines industrielles) et dans les Foyers (machines domestiques, familiales, de loisir)
Aujourd'hui, elles sont Informatisées, et évidemment Irremplaçables pour l'Industrie Textile, avec un Besoin Croissant toujours Actuel en Équipements de Tricotage Industriel
En 2022, le Marché Mondial de l'Équipement pour Tricotage Industriel vaut 1.2 Milliards €
(Amérique du Nord 21.9%, Europe 24.1%, Chine 17.5% ; principaux acteurs : Fung Chang Industrial, Karl Mayer, Kauo Heng Precision Machinery Industrial, Lamb Knitting Machine Corporation, Mayer & Cie, Shima Seiki, Shishi Zhenfu Knitting Machinery, Taiwan Giu Chun Industrial, Terrot)
Son Évolution Prévisionnelle à 2032 est estimée à 1.7 Milliards €, soit +3.5% de Taux de Croissance Annuelle Composée
(source : factmr.com)
A1. Principes & Histoire
A2. Anatomie
Une Machine à Tricoter Comporte Toujours un Cœur Fonctionnel Irréductible de 3 Organes Essentiels, quel que soit le Type de Machine à Tricoter
À ces Organes Essentiels s'Ajoutent des Organes Annexes Opératifs, des Organes Optionnels Augmentatifs, et souvent, des Extensions de Productivité et d'Ergonomie
A2a. Organes Essentiels
Une Machine à Tricoter doit Obligatoirement comporter un Corps, un Dispositif qui Réalise le Maillage, un Dispositif qui Commande le Précédent, et un Dispositif qui Approvisionne le Dispositif de Maillage en Fil
Tous ces Éléments Obligatoires s'Incarnent dans 3 Organes Essentiels :
- La Fonture
- L'Aiguille
- Le Chariot
Fonture
La Fonture d'une Machine à Tricoter est la Partie Essentielle du Corps de la Machine
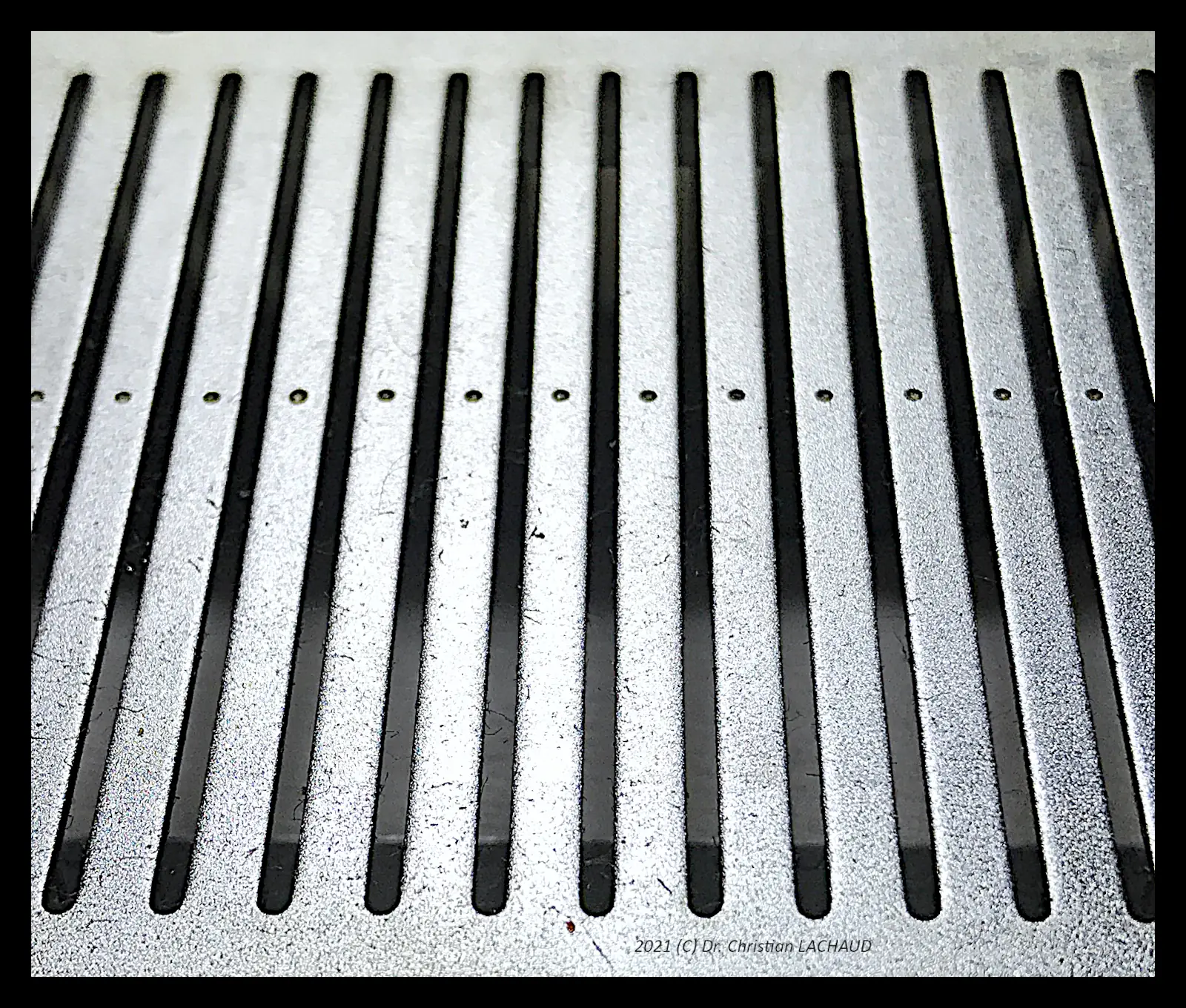
Elle se présente sous la forme d'une Platine Fixe plus ou moins épaisse et plus ou moins profonde, en Métal (Figure 1) ou plus rarement en Plastique
Elle Accueille les autres Organes Essentiels de la Machine (aiguilles et chariot)
Figure 1
Fonture de Machine à Tricoter
La Fonture est solidement fixée à un Support et éventuellement enveloppée dans un Emballage pour Faciliter la Manutention et le Rangement de la Machine
(format mallette des machines domestiques japonaises)
Les Dimensions de la Fonture Varient en Fonction des Buts Spécifiques de la Machine
Elles sont alors Définies par la Jauge de Fonture et par la Largeur Nominale de la Fonture
(exemple des machines DUBIED série M en jauge métrique 14 à 64 et en largeur nominale 21 à 70 cm - voir aussi Section B)
- Définition
- Fine Rainure ouverte dans laquelle Coulisse une Aiguille
- Par Extension, Matrice de Rainures Parallèles Logeant les Aiguilles de l'Appareil
- Synonymes
- Lit de l'Aiguille
(rainure = logement et passage) - Lit d'Aiguilles
(matrice de rainures, platine)
- Lit de l'Aiguille
- Étymologie
- Fontis, la Crevasse causée par Fonture
(phénomène géologique de formation d'une crevasse par le passage érosif de l'eau - cf. lit d'une rivière -> lit d'aiguille) - Peut-être aussi en lien à la Matière Métallique dont elle était Originellement Constituée
(alliage en fonte)
- Fontis, la Crevasse causée par Fonture
Aiguille
L'Aiguille d'une Machine à Tricoter à Maille Cueillie est un Crochet à Clapet, aussi dit Crochet à Palette
(le terme "aiguille" est donc inexact, et probablement de nature figurative ; d'autres types d'aiguille peuvent exister dans les machines industrielles modernes)
Elle est Constituée d'un Métal Rigide et de Haute Qualité
(solide, non cassant, parfaitement lissé pour que le fil glisse sans accrocher sur sa surface)
Elle est Fabriquée par
- Fil Plié
(aiguilles des machines rectilignes domestiques et de certaines machines industrielles, design AHA, BEHA, BENA, BERA, BETA, BETU, BI, BOVA, BOVAT, BUVA, DEHA, DO, DUZA, HOFA, HOFASA, LE, LEHA, PERU, PO, POTA, POTAZ, POVA, POZA, RAVI, RAVISA, RE, REHA) - Bloc Moulé
(aiguilles de la plupart des machines industrielles, design VO, VORA, VOSA, VOSATA, VOSPEC, VOTA, WO, WOSA)
L'Aiguille à Clapet Présente plusieurs Composants (Figure 2)
- Crochet
(extrémité recourbée qui attrape le fil ; le crochet est généralement construit en section conique - renforcé à sa base, non obstructif à son extrémité) - Clapet
(minuscule pièce métallique articulée, en forme de lame à sa base et de cuillère à son extrémité ; le clapet ouvre ou ferme le crochet selon sa position ; il pivote sur son axe à une célérité extrêmement importante ; sa lame sert à le guider pour un alignement exact sur le crochet ; en position fermée, sa cuillère recouvre parfaitement le crochet pour éviter que le fil ne puisse être agrippé et endommagé) - Articulation du Clapet
(minuscule charnière rivetée - filetée ou pincée selon l'épaisseur de l'aiguille ; il permet au clapet de travailler ultra-rapidement sans résistance ni risque de bourrage par la poussière de fibre) - Fente
(rainure de la longueur du clapet creusée dans la tige à l'arrière et au niveau du rivet pour guider la lame du clapet et réduire les contraintes sur l'articulation du clapet) - Tige
(corps de l'aiguille situé entre le rivet et le talon, qui coulisse dans la fonture) - Talon
(excroissance située entre le milieu et l'arrière de l'aiguille, qui dépasse de la fonture vers le dessus de la platine, pour le déplacement et le positionnement par le chariot, de l'aiguille dans la fonture à chaque étape du processus de maillage) - Queue
(prolongation de la tige vers l'arrière de l'aiguille après le talon, pour stabiliser l'aiguille dans la fonture ; la queue est plus ou moins longue selon le modèle de machine, parfois inexistante, parfois recourbée) - Gorge
(dépression creusée par fraisage ou par pliage, sur ou sous la tige ou la queue, parfois sur le côté de l'aiguille ; lorsqu'elle est située sur la tige derrière le clapet, c'est la zone de dégagement)
Figure 2
Anatomie de l'Aiguille à Clapet

Remarques
* Utilité de la Zone de Dégagement
Accueillir le Fil pour Faciliter son Passage ultérieur Sous le Clapet (fermeture du crochet) lors de la Chute de l'Aiguille
(réduire le risque que le fil ne soit cueilli par erreur, ne se prenne sur la pointe du clapet, ou ne s'accroche à la pointe du crochet : lorsque le fil est trop gros pour la jauge, accroche, ou n'a pas une tension suffisante, il peut se prendre dans la pointe du clapet, puis du crochet quand le clapet se referme, entravant l'évacuation de la boucle, ce qui peut bloquer le chariot, endommager l'aiguille, casser le fil, ou causer une accumulation indésirable dans le crochet qui produira ultérieurement d'autres difficultés)
* Fonctionnement de la Zone de Dégagement
- Lors de l'Ascension d'une Aiguille en Position B
Évacuation Arrière de la Boucle dans la Zone de Dégagement tandis que le Crochet Cueille le Fil - Lors de l'Ascension d'une Aiguille en Position D
- Jacquard Flotté (flotté bicolore)
Évacuation Arrière de la Boucle de Fil A (ou B) dans la Zone de Dégagement, et tandis que le Crochet Cueille le Fil A (ou B), le Fil B (ou A) est Posé sur la Zone de Dégagement - Maille Chargée
Évacuation Arrière du Contenu du Crochet (boucle + accumulation de fils cueillis) dans la Zone de Dégagement tandis que le Crochet Cueille le Fil - Effet Tissage (tramage)
Évacuation Arrière dans la Zone de Dégagement de la Boucle de Fil A tandis que le Crochet Cueille le Fil A, et Dépôt du Fil Tramé sur la Zone de Dégagement
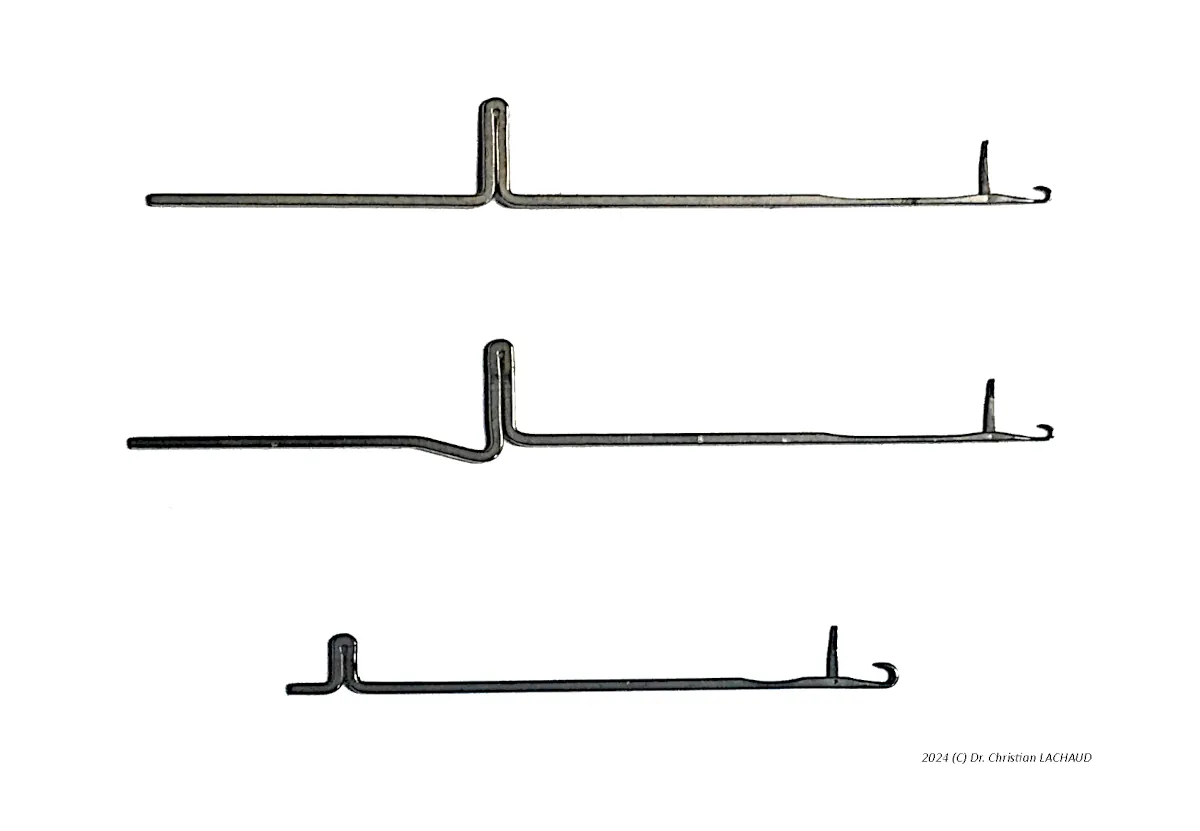
Il existe un Grand Nombre de Modèles d'Aiguilles à Clapet (Figure 3)
Design et Dimensions de 18 Aiguilles à Clapet
- Le Design Varie d'un Modèle d'Aiguille à l'autre
(position et dimensions du talon, présence d'une queue, forme de section, existence et position d'une gorge, etc.) - Ainsi que ses Dimensions et sa Jauge de Crochet
(épaisseur, longueur, hauteur - les machines spécialisées pour un fil plus gros ont des aiguilles de taille supérieure aux machines spécialisées pour un fil plus fin)
Le Modèle d'Aiguille est Spécifique au Modèle de Machine si bien que (sauf entre familles de machines qui utilisent les mêmes aiguilles) il n'est pas possible d'Interchanger les Aiguilles sous peine de Rendre la Machine Inutilisable
Figure 3
Variations Anatomiques de l'Aiguille à Clapet - Designs REHA et LE
L'Aiguille se Déplace par Translation dans la Fonture, et peut Prendre 3 États de Mobilité
- Immobile
- Sortante
- Rentrante
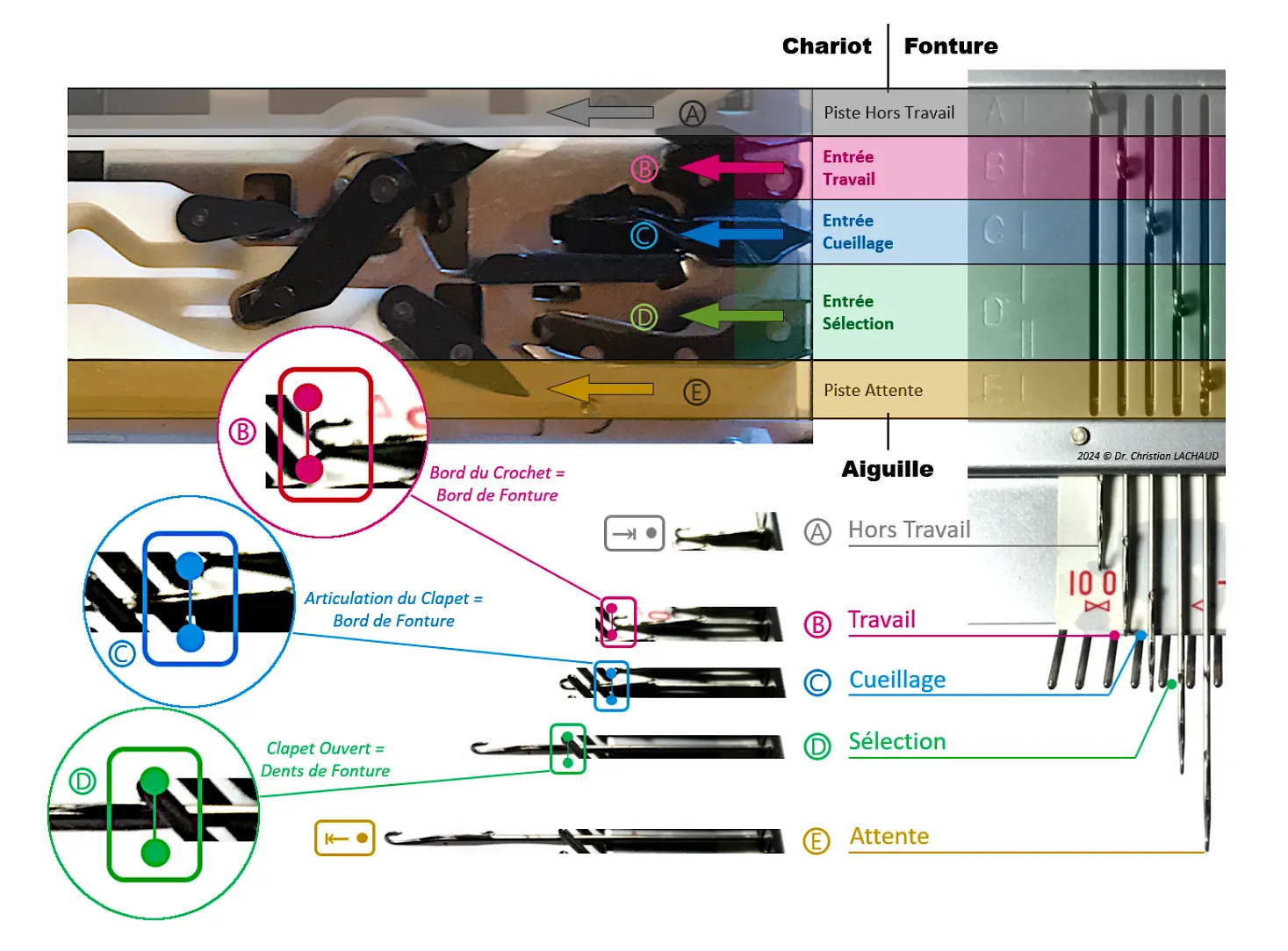
Lorsqu'elle est Immobile, l'Aiguille Occupe l'une de 5 Positions Fonctionnelles dans la Fonture (Tableau 1)
Tableau 1
Position Fonctionnelle des Aiguilles dans les Machines à Tricoter Domestiques Européennes et Japonaises
| Européenne | Japonaise | |||
| Hors Travail | 0 | Aiguille Rentrée | A | Aiguille Rentrée |
| Travail | 1 | Crochet = Dents Fonture | B | Crochet = Bord Fonture |
| Cueillage | - | - | C* | Articulation Clapet = Bord Fonture |
| Sélection | 2 | Pointe Clapet Ouvert = Dents Fonture | D | Pointe Clapet Ouvert = Dents Fonture |
| Attente | 3 | Aiguille Sortie | E | Aiguille Sortie |
* La position C est une caractéristique des modèles Japonais à Sélection par Bouton
(utilisent également une subdivision D1 et D2 délaissée ultérieurement)
Les Machines Japonaises à Carte Perforée et Électroniques utilisent la nomenclature ABDE pour les positions d'aiguille
Chariot
Le Chariot est à la fois le Cerveau, le Cœur, et la Mamelle de la Machine
Il Commande l'Action des Aiguilles, les Anime, et les Alimente en Fil
Ce Triple Rôle est assuré par Différents Composants du Chariot (Figure 4), respectivement
- Cames
- Pistes
- Distributeur de Fil
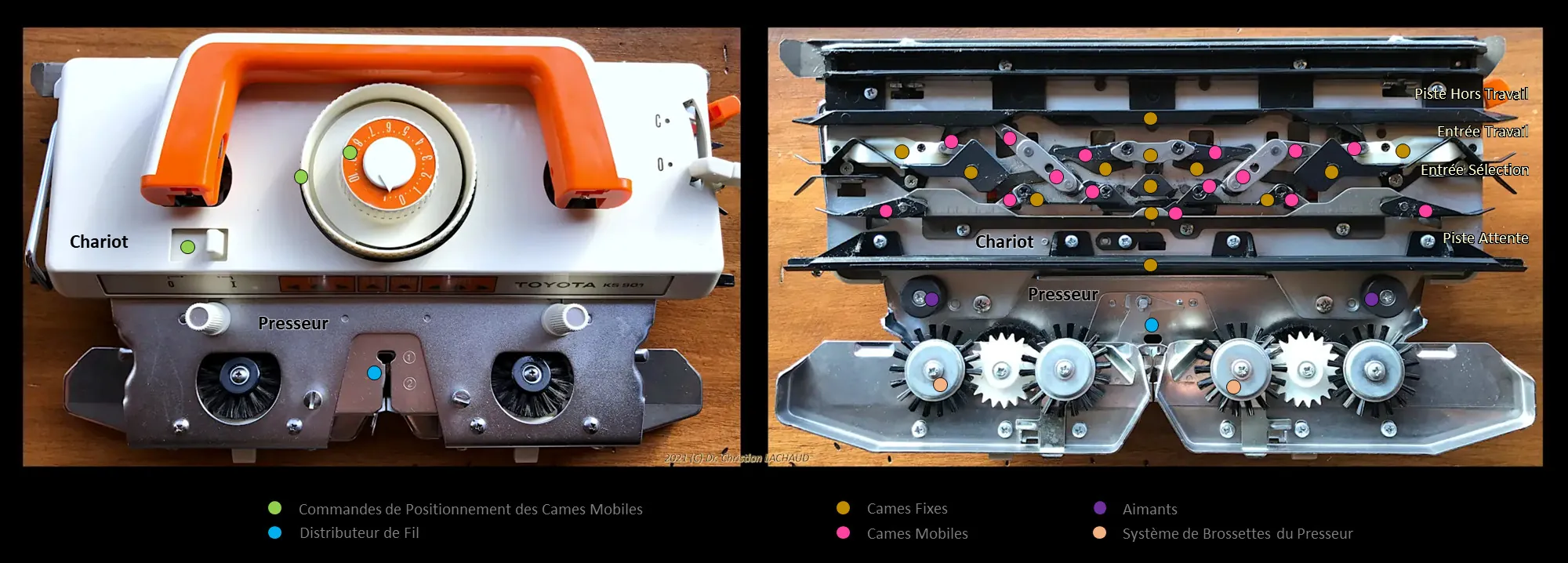
Figure 4
Chariot de Machine à Tricoter Domestique
Cames
Les Cames sont les Éléments du Chariot qui Orientent le Déplacement du Talon de l'Aiguille pour Piloter le Mouvement de l'Aiguille
Les Cames sont Situées sous le Chariot (Figure 4 - vue de droite)
Plusieurs sont Fixes
(cames de guidage, cames de démaillage)
Les autres, Mobiles, sont les Cames de
- Triage
(oriente l'aiguille vers une piste) - Ascension
(fait sortir l'aiguille) - Chute
(fait rentrer l'aiguille)
Dans les Manuels de Service des Machines à Tricoter Domestiques, les Cames sont plutôt Nommées par leur Rôle dans le Tricotage
(cueillage, maillage, sélection, rappel)
Les Cames Mobiles sont Positionnées par l'Opérateur à l'aide des Commandes du Chariot en Fonction des Buts de Tricotage
(boutons, leviers, molettes, et cadrans du chariot - Figure 4 vue de gauche)
Selon le Positionnement des Cames Mobiles, la Piste est Conformée Différemment, avec pour Conséquence une autre Trajectoire du Talon de l'Aiguille et un autre Mouvement d'Aiguille
Pistes
La Piste est un Sillon situé sous le Chariot (Figure 4 - vue de droite)
C'est dans le Sillon que Passe le Talon de l'Aiguille lors de la Translation du Chariot sur les 2 Glissières de la Fonture
Dans les Machines Domestiques, les Pistes sont au nombre de 4
- Deux Pistes sont Fixes et Rectilignes
(pistes pour les positions d'aiguille A et E, cette dernière piste étant aussi dotée de cames mobiles de rappel pour ramener les aiguilles en position de travail) - Les 2 autres Pistes ont une Conformation Réglable par Action de l'Opérateur sur la Position des Cames
(pistes pour les positions d'aiguille B, C, et D)
Distributeur de Fil
Petit Organe du Chariot dans la Lumière duquel Passe le Fil pour Alimenter Dynamiquement l'Aiguille
(exactement au bon endroit au bon moment)
Sur les Machines à Tricoter Domestiques, le Distributeur de Fil est souvent un Module Amovible Fixé au Presseur (Figure 4) ou à l'Accoupleur
Divers Distributeurs de Fil existant selon la Technique de Tricot mise en Œuvre
(distributeur à simple fil, distributeur à 2 fils pour le jacquard, distributeur à 2 fils pour le vanisage)
A2b. Organes Annexes Opératifs
Dispositifs Ajoutés aux Machines au Cours de leur Évolution Historique pour Faciliter leur Fonctionnement, et aujourd'hui présents en Standard Indistinct des Organes Essentiels ; Ce sont :
- Abaisseurs du Chariot (configuration simple fonture)
- Abaisseurs de la Platine
- Commutateurs des Clapets
- Guide-Fil
- Régulateurs de Tension
Abaisseurs du Chariot
Système de Roulettes et de Brossettes pour Favoriser la Formation de la Maille et Dégager la Zone de Travail du Crochet
(intégré au "presseur" du chariot, avec le distributeur de fil et le système commutateur des clapets)
Abaisseurs de la Platine
Dents Fixes (crochets de la platine) ou Animées Situées à l'Avant des Fontures dans la Zone de Travail de l'Aiguille pour Favoriser la Formation de la Maille et sa Régularité
Commutateurs des Clapets
Système de Brossettes et d'Aimants pour Assurer le Positionnement Ouvert ou Fermé des Clapets à chaque Étape du Travail de l'Aiguille
Intégré au "Presseur" du Chariot avec le Distributeur de Fil et le Système Abaisseur du Chariot
Guide-Fil
Dispositif entre la Bobine et la Machine pour Alimenter Régulièrement le Chariot en Fil en Réduisant le Risque de Formation de Nœuds
Régulateurs de Tension
- Lestage de l'Étoffe pour Favoriser le Maillage et Dégager la Zone de Travail du Crochet
- Système de Ressorts pour Réguler la Tension du Fil entre la Bobine et le Guide-Fil du Chariot
(appelé "pêcheur")
A2c. Organes Optionnels Augmentatifs
Dispositifs Optionnels pour Augmenter la Machine avec de Nouvelles Facultés
(non-optionnels chez certains fabricants / modèles)
Ce sont :
- Fonture Avant
- Mécanismes de Translation de la Fonture Avant
- Système de Sélection Automatique des Aiguilles
Fonture Avant
Deuxième Fonture utilisée pour la Fabrication Rapide d'Étoffes à Cote et d'Étoffes Réversibles, dite Fonture à Cotes
Elle est équipée d'un Chariot Spécifique
Ce Chariot à Cotes est Tenu au Chariot Principal par un Bras Connecteur dit "Accoupleur"
(solidarise les 2 chariots, assure la commutation des clapets pour les aiguilles des 2 fontures, et distribue le fil dans la zone de travail des aiguilles entre les 2 fontures)
Mécanismes de Translation
Hormis sur les Modèles de Machine les plus Archaïques, la Fonture Avant peut être Animée par l'Opérateur dans 3 Directions
- Verticale
- Horizontale
- Profondale
Verticale
La Fonture Avant peut prendre 3 Positions Verticales Prédéfinies
- Position de Travail Haute
- Position de Travail Basse
- Hors Travail
Horizontale
La Position Horizontale de la Fonture Avant peut prendre
(a) 3 Positions Horizontales Prédéfinies d'Alignement des Aiguilles
(b) N Positions Horizontales de Chevalement
(indépendamment de (a))
Ce qui permet à l'Opérateur
- Aligner les Aiguilles des 2 Fontures (décalage = 0)
- les Alterner (décalage = 0.5)
- les Décaler en Position de Transfert (décalage = 0.25)
- Réaliser les Techniques de Chevalement
Profondale
La Fonture Avant peut prendre plusieurs Positions Profondales Prédéfinies pour Régler la Taille de l'Espace de Travail entre les 2 Fontures en fonction de la Grosseur du Fil - ce Mode de Positionnement est Distinct des 2 Précédents
(seulement chez certains fabricants comme S.I.T.)
Remarque
Les Mécanismes de Translation de la Fonture Avant Actionnables par l'Opérateur via les Commandes de la Fonture Avant sont Distincts des Réglage en Atelier effectués par le Technicien
(ajustements de position verticale, horizontale, et profondale de la fonture avant)
Sélection des Aiguilles
Dispositif plus ou moins complexe pour Sélectionner les Aiguilles suivant un Motif Programmé Répétitif ou Variable (Figure 5)
Les Systèmes de Sélection Automatique des Aiguilles sont Inspirés du Système Jacquard des Métiers à Tisser, Adaptés aux Machines à Tricoter au Milieu du 19ème siècle
Plusieurs Systèmes de Sélection des Aiguilles, Semi-manuels puis Automatiques, ont été Utilisés à Travers l'Histoire Technologique des Machines à Tricoter
- Par Peigne Sélecteur
(le plus archaïque) - Par Roue Crantée fixée sous le Chariot
(équivalent à un peigne sélecteur amélioré ; système S.I.T. et KNITTAX) - Par Tambour fixé au Chariot
(système du Rayeur DUBIED programmable manuellement, système SILVER REED programmable par lecteur de carte perforée) - Par Bouton
(exemple : BROTHER KH710) - Par Carte Perforée
(transposition du système des Métiers Jacquard comme dans les machines DUBIED DUT, transposition du système de programmation des ordinateurs comme dans les machines BROTHER KH881 et TOYOTA KS901) - Par Programme Informatique
(via un système embarqué - exemple : BROTHER KH950 ; puis depuis un ordinateur - exemple : S.I.T. Système 9000)
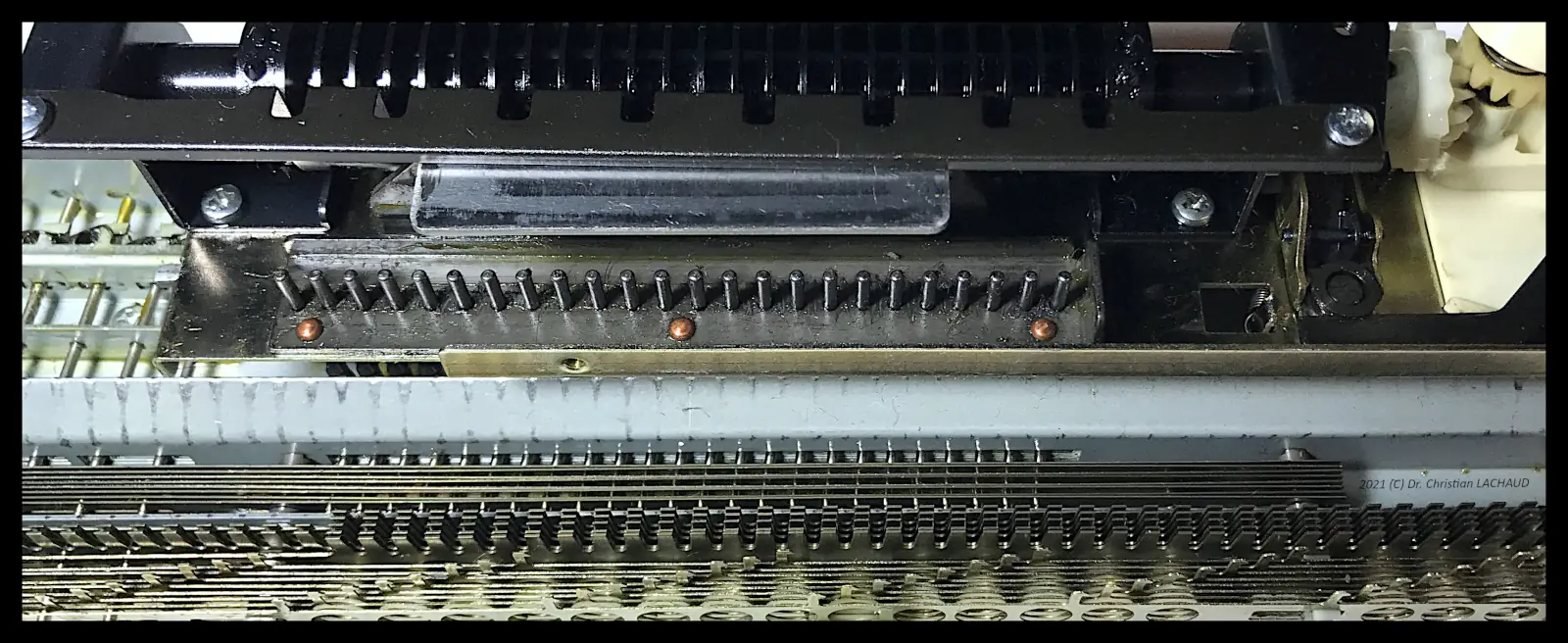
Figure 5
Mécanismes du Système de Sélection des Aiguilles par Carte Perforée dans une Machine à Tricoter Domestique
A2d. Extensions de Productivité et d'Ergonomie
Des Extensions de Productivité et d'Ergonomie viennent - Optionnellement pour certaines - Perfectionner le Poste de Travail
Il s'agit d'Accessoires et Autres Dispositifs pour Faciliter le Travail de l'Opérateur et lui faire Gagner en Productivité
Certains viennent en Standard sur la plupart des Machines
Ils Concernent
- Comptage
- Démarrage & Arrêt
- Gestion de l'Étoffe
- Manipulation des Aiguilles
- Manipulation des Chariots
- Manipulation du Fil
- Manipulation de la Maille
Comptage
- Compteur d'Aiguilles
(bande de numérotation des aiguilles fixée à ou gravée sur la fonture) - Compteur de Rangs
(dispositif d'affichage de 000 à 999 ou de 0000 à 9999 incrémenté de 1 à chaque passage du chariot) - Guide-Patron
(lecteur de patron dessiné, progressant à chaque rang tricoté, d'un pas calculé en fonction des réglages de l'opérateur)
Démarrage & Arrêt
- Peigne de Montage
(peigne fermé à dents droites ou ouvert à rangée de crochets, qu'on suspend aux mailles du premier rang pour démarrer l'ouvrage) - Chariot d'Arrêt
(dispositif de maillage latéral pour fermer les mailles du dernier rang)
Gestion de l'Étoffe
- Ensouple
(poulie cylindrique sur laquelle s'enroule l'étoffe au fur et à mesure qu'elle est tricotée) - Poids
(lestage de l'étoffe) - Porte-Poids
(dispositif s'accrochant sur plusieurs mailles, auquel ont suspend un poids, pour répartir la traction sur une zone de l'étoffe et limiter la déformation des mailles)
Manipulation des Aiguilles
- Chariot de Positionnement des Clapets
(ouvrir ou fermer le clapet des aiguilles en un passage de chariot) - Chariot de Positionnement des Aiguilles
(aligner les aiguilles sur une position donnée en un passage de chariot) - Peigne Sélecteur
(règle dentée à diverses largeur et espacement de dents, pour sélectionner rapidement un grand nombre d'aiguilles selon un motif régulier simple. Des peignes sélecteurs à lecteur de carte perforée existent pour sélectionner les aiguilles selon un plan complexe et évolutif)
Manipulation des Chariots
- Moteur
(automatiser le va-et-vient des chariots sur la fonture)
Manipulation du Fil
- Changeur de Fil
(changer facilement et rapidement le fil du chariot à partir d'un magasin de fils de réserve immédiatement prêts à l'usage) - Crochet Simple
(crochet pour attraper manuellement le fil ou une maille)
Manipulation de la Maille
- Aiguille à Double Chas
(transférer manuellement les mailles d'une fonture à l'autre) - Chariot de Transfert Horizontal
(transférer toutes les mailles sélectionnées sur l'aiguille qui leur est adjacente en un passage de chariot) - Chariot de Transfert Vertical
(transférer toutes les mailles sélectionnées d'une fonture à l'autre en un passage de chariot) - Crochet Remailleur
(crochet à clapet semblable à une aiguille de la machine pour mailler le fil manuellement ou remailler une maille tombée) - Peigne de Transfert
(peigne de poinçons, pour transférer en une seule opération un grand nombre de mailles, sur la même fonture ou sur l'autre fonture ; il peut prendre la forme d'une "mâchoire de transfert" ou double peigne pour faciliter le transfert d'une fonture à l'autre) - Poinçon de Transfert
(aiguille à simple chas pour attraper la maille sur une aiguille de la machine et la déplacer sur une autre aiguille de la même fonture ; le poinçon de transfert peut comporter plusieurs aiguilles à simple chas pour attraper et transférer plusieurs mailles en une seule opération) - Système d'Étirement des Mailles
(dispositif pour allonger automatiquement les mailles dans la réalisation du point tapis)
A2. Anatomie
A3. Fonctionnement
L'Opérateur (ou un moteur) Anime le Chariot en le Faisant Coulisser Latéralement sur la Fonture
(sur 2 glissières d’entraînement fixées à la fonture)
Au Passage du Chariot au-dessus d'une Aiguille, le Talon de l'Aiguille est Happé dans l'1 des 4 Pistes du chariot en Fonction de sa Position dans la Fonture (ABCDE ou 0123 - Figure 6)
Figure 6
Action de l'Aiguille en Fonction de sa Position dans la Fonture
Selon la Conformation de la Piste, l'Aiguille
- Reste Immobile
(pistes empruntées aux positions d'aiguille A, E ou 0, 3) - Est Déplacée
(pistes empruntées aux positions d'aiguille B, C, D, E+Rappel ou 1, 2, 3+Rappel)
Le Déplacement de l'Aiguille peut être
- Attribution d'une Nouvelle Position (rappel)
- Séquence de Mouvements
(suivie du retour de l'aiguille à sa position initiale ou de son placement à une nouvelle position)
La Séquence de Mouvements de l'Aiguille est une Combinaison de Translations de l'Aiguille (sortant, entrant) et d'Immobilité
La Complexité de cette Séquence Varie et l'Amplitude des Mouvements Change en fonction de la Technique de Tricotage mise en œuvre
Pour Régler le Mouvement de l'Aiguille selon la Technique de Tricotage qu'il veut mettre en œuvre, l'Opérateur doit, Préalablement au Déplacement du Chariot
- Positionner les Aiguilles dans la Fonture
(choisir dans quelle piste faire passer l'aiguille = choisir le programme de mouvement que suivra l'aiguille) - Paramétrer les Pistes du Chariot
(positionner les cames mobiles à l'aide des commandes du chariot pour programmer le mouvement de l'aiguille)
L'Animation ou l'Immobilité de l'Aiguille permet à celle-ci de
- Cueillir le Fil
(charger le fil dans le crochet ; le maillage peut être réalisé lors du même passage de chariot ou être reporté au nème passage du chariot) - Mailler le Fil
(former immédiatement une boucle dans la boucle précédente et évacuer la boucle précédente de l'aiguille) - Laisser Passer le Fil
(sans opération immédiate ou ultérieure) - Se Positionner
(opération ultérieure)
La Combinatoire entre l'Action Paramétrée des Nombreuses Aiguilles de la Fonture, les Techniques de Tricotage, et les Propriétés de la Fibre et du Fil, Crée l'Étoffe aux Propriétés Physiques Voulues
A3. Fonctionnement
B. TYPES DE MACHINES À TRICOTER
- B1. Catégorie de Machine 🠛
- B2. Brevet 🠛
- B3. Jauge 🠛
- B4. Format d'Aiguille 🠛
- B5. Sélection des Aiguilles 🠛
- B6. Fabricant & Modèle 🠛
- B7. Marque Commerciale 🠛
B1. Catégorie de Machine
On Distingue les Dispositifs de Formation de Maille en
- Machines à Tricoter ou Machines à Maille Cueillie
(bouclage d'un seul fil tramé dit tricot trame) - Métiers à Tricoter ou Machines à Maille Jetée
(par référence au métier à tisser qui permet de tramer sur une armature chaîne - bouclage de multiples fils chaînés dit tricot chaîne - exemple des métiers raschel, non traité ici)
Il existe 2 Conformations de Fonture
- Circulaire
(fonture fermée sur elle-même pour la fabrication d'étoffe en tube - chaussette, manche, etc.) - Rectiligne
(fonture linéaire pour la fabrication d'étoffe en pan)
Ces 2 Conformations de Fonture se retrouvent dans 2 Catégories de Machines à Maille Cueillie
- Industrielle
(incl. industrielle à main) - Domestique
(familiale, de loisir)
Cet Article se Focalise sur les Machines à Tricoter Rectilignes Domestiques
(tricot trame)
Il Évoque leurs Ancêtres Industriels en plusieurs endroits
B1. Catégorie de Machine
B2. Brevet
L'Ancêtre de la Machine à Tricoter Familiale Rectiligne est la Machine à Tricoter Rectiligne Industrielle à Main
2 Groupes de Brevets Adaptant ou Augmentant les Systèmes des Dernières ont conduit à la Commercialisation à Grande Échelle des Premières
- Brevets Européens
(KNITTAX, PASSAP, S.I.T.)
Développements Technologiques pour Adapter les Machines Industrielles à Main qui existaient dans les Usines Européennes (COPPO, DUBIED, SANTAGOSTINO, STOLL, UNIVERSAL, etc.) à l'Environnement Domestique, mais sans Optique de Portabilité - Brevets Japonais
(AISIN SEIKI, BROTHER INDUSTRIES, SILVER REED)
Développements Technologiques pour Adapter la Machine à Tricoter Rectiligne à l'Environnement Domestique - avec Optique de Portabilité
(réduction du poids et du volume + format mallette pour déplacer et ranger)
B2. Brevet
B3. Jauge
Deux Types de Jauge Existent
- Jauge du Crochet
(diamètre du crochet de l'aiguille) - Jauge de Fonture
(taille du pas ou d'incrément entre aiguilles dans la fonture)
Les Jauges d'une Machine à Tricoter Définissent sa Spécialisation pour une Grosseur de Fil
(les machines fine jauge produisent à partir d'un fil fin, une étoffe à mailles plus fines et plus serrées qu'en jauge standard ; les machines à jauge gros fil produisent une étoffe à grosses mailles plus espacées avec des fils plus épais)
Grosseur de Fil & Usages sur Machine à Tricoter
Table de Correspondance entre Grosseur de Fil et Jauge de Fonture
Jauge du Crochet
La Jauge du Crochet n'est généralement pas mentionnée pour les Machines Domestiques bien qu'elle soit Importante
(pour certains modèles d'aiguille, elle peut varier indépendamment des autres dimensions de l'aiguille)
La Jauge du Crochet Détermine l'Étendue de Grosseur de Fil que peut Travailler l'Aiguille
Elle varie donc nécessairement avec la Jauge de Fonture
La Jauge de Crochet peut également varier d'un Fabricant à l'autre pour une même Jauge de Fonture
(exemple : la jauge du crochet des aiguilles de TOYOTA KS9* est inférieure celle des aiguilles de BROTHER KH88* ; ces 2 modèles d'aiguille sont pour des machines ayant une jauge de fonture identique)
Remarque
La Jauge de Crochet est à Vérifier lors du Remplacement des Aiguilles pour Éviter toute Hétérogénéité dans la Machine et dans l'Étoffe
Jauge de Fonture
La Jauge de Fonture
- Quantité d'Aiguilles par Unité de Longueur
(détermine la densité de maillage dans l'étoffe et la grosseur de fil utilisable) - Est en Relation Mathématique avec le Pas
Pas = Incrément de Fonture en mm
Le Pas est Mesuré sur la Fonture ou préférablement Calculé à partir du Nombre d'Aiguilles au m pour une Meilleure Précision - Pas mesuré = [ Largeur entre 2 Rainures ] + [ Largeur d'1 Rainure ]
- Pas calculé = 1000 / N aiguilles au m
Systèmes de Jauge de Fonture
Plusieurs Systèmes de Jauge de Fonture sont en Vigueur (Tableau 2, Tableau 3)
- Jauge Métrique / Jauge DUBIED
Correspond au Pas en 10èmes de mm
S'écrit : J Valeur
(exemple : J51 = 5.1 mm d'incrément) - Jauge Impériale Anglaise E
pour Machines à Tricoter (trame) & Métiers à Tricoter (chaîne)
E = N Aiguilles / 1 Pouce (25.4 mm)
S'écrit : E Valeur
(exemple : E5 = 5 aiguilles par 25.4 mm) - Jauge Impériale Anglaise Er
pour Métiers Raschel
Er = N Aiguilles / 2 Pouces (50.8 mm) - Jauge Impériale GG
pour Machines à Tricoter Industrielles
(rectilignes de confection et circulaires anglaises)
GG = N Aiguilles / 1.5 Pouces (38.1 mm)
S'écrit : Valeur GG
(exemple : 7.5 GG = 5 aiguilles par pouce)
Tableau 2
Pas & Jauge de Fonture dans 4 Systèmes de Mesure
(machines familiales surlignées en couleur ; autre = machines industrielles)
| Dénomination | Exemple | Pas | Métrique | E | Er | GG * |
| Extra Gros | 25.4 | 254 | 1 | 2 | 1.5 | |
| Très Gros | 15.2 | 152 | 1.7 | 3.3 | 2.5 | |
| Très Gros | 12.7 | 127 | 2 | 4 | 3 | |
| Très Gros | 10.9 | 109 | 2.3 | 4.7 | 3.5 | |
| Gros | 9.5 | 95 | 2.7 | 5.3 | 4 | |
| Gros | KH260 | 9 | 90 | 2.8 | 5.6 | 4.2 |
| Gros | 8.5 | 85 | 3 | 6 | 4.5 | |
| Gros | 7.6 | 76 | 3.3 | 6.7 | 5 | |
| Moyen | KX350 | 6.4 | 64 | 4 | 8 | 6 |
| Moyen | KH160 | 6 | 60 | 4.2 | 8.5 | 6.4 |
| Moyen | NT10 | 5.4 | 54 | 4.7 | 9.3 | 7 |
| Standard | S.I.T. | 5.1 | 51 | 5 | 10 | 7.5 |
| Standard | 4.8 | 48 | 5.3 | 10.7 | 8 | |
| Standard | KH891 | 4.5 | 45 | 5.7 | 11.3 | 8.5 |
| Standard | 4.2 | 42 | 6 | 12 | 9 | |
| Fin | 3.8 | 38 | 6.7 | 13.3 | 10 | |
| Fin | SK830 | 3.6 | 36 | 7 | 14 | 10.5 |
| Fin | KH120 | 3.5 | 35 | 7.3 | 14.5 | 10.9 |
| Fin | DUBIED 32 | 3.2 | 32 | 8 | 16 | 12 |
| Très Fin | 2.8 | 28 | 9 | 18 | 13.5 | |
| Très Fin | 2.7 | 27 | 9.3 | 18.7 | 14 | |
| Très Fin | 2.5 | 25 | 10 | 20 | 15 | |
| Extra Fin | 2.4 | 24 | 10.7 | 21.3 | 16 | |
| Extra Fin | 2.3 | 23 | 11 | 22 | 16.5 | |
| Extra Fin | 2.1 | 21 | 12 | 24 | 18 | |
| Extra Fin | 2 | 20 | 13 | 26 | 19.5 | |
| Ultra-Fin | 1.8 | 18 | 14 | 28 | 21 | |
| Ultra-Fin | 1.6 | 16 | 16 | 32 | 24 | |
| Ultra-Fin | 1.4 | 14 | 18 | 36 | 27 |
* La Jauge des Machines à Tricoter Rectilignes Industrielles à main s'étend de 1.5 à 27 GG (exemple : jauge des machines DUBIED Série M : 4 -> 27 GG, Série N : 2.5 -> 27 GG) ; Celle des Machine Industrielles Modernes Monte encore Plus Haut
Tableau 3
Exemple pour quelques Machines Familiales
| Format * | Fabricant Modèle | NAiguilles / m | Pascalc mm | E | GG |
| FIN | BROTHER KH120 |
286 | 3.488 (≈ 3.5) |
7.28 (≈ 7.3) |
10.92 (≈ 11) |
| STANDARDJAP | BROTHER KH891 |
222 | 4.496 (≈ 4.5) |
5.65 (≈ 5.7) |
8.47 (≈ 8.5) |
| STANDARDEUR | S.I.T. Tous |
200 | 5 | 5.08 (≈ 5.1) |
7.62 (≈ 7.5) |
| GROS | BROTHER KH260 |
110 | 9.071 (≈ 9.1) |
2.8 | 4.2 |
* Une Machine en Jauge Standard EUR a presque autant d'Aiguilles au Mètre en Plus qu'une Machine Grosse Jauge, qu'elle n'en a en Moins qu'une Machine Fine Jauge ; Une Machine en Jauge Standard JAP a un Nombre d'Aiguilles au Mètre plus Proche de la Fine Jauge que de la Grosse Jauge, d'où l'existence de modèles à jauge moyenne
Pour les Machines à Tricoter Rectilignes Domestiques, le Pas en mm et la Jauge Anglaise E sont Utilisés pour Simplement Catégoriser les Machines
La Jauge de Fonture des Machines à Tricoter Domestiques Rectilignes se Décline principalement en 3 Catégories
- Fin
- Standard
- Gros
(une catégorie supplémentaire existe chez BROTHER INDUSTRIES et SILVER REED : la jauge moyenne, entre jauge standard & jauge gros fil)
Remarques
* Beaucoup d'Erreurs et de Confusion sur la Jauge de Fonture
(sur beaucoup de sites internet et de forums, le pas est confondu avec l'une des jauges de fonture impériales, la valeur E est suivie de G ou GG par erreur)
* Dans l'Industrie, une Valeur GG de Jauge est souvent Écrite x G ou x au lieu de x GG
* Machines à Fine Jauge de Fonture : Format de Travail peu Pratique
(très peu de modèles produits ; nécessite beaucoup de temps et d'efforts d'attention, ainsi qu'une excellente vision, car plus d'aiguilles sont à travailler, le fil est beaucoup plus fin, et la maille bien plus petite)
* Machines à Jauge Moyenne : Format Produit par les Fabricants Japonais pour Occuper le Segment de Marché des Machines à Tricoter Européennes ; l'Essentialité de cette Jauge Intermédiaire est Discutable
(très peu de modèles produits ; il est possible de tricoter un fil plus gros 1 aiguille sur 2 à une plus grande taille de chute sur machine à jauge standard pour simuler un travail en jauge de fonture moyenne)
* Pas & Jauge Diffèrent parfois avec l'Origine des Brevets pour une Même Catégorie de Jauge de Fonture
(exemple en rouge, Tableau 4)
Tableau 4
Pas et Jauge de Fonture des Machines Européennes et Japonaises, par Catégorie de Jauge de Fonture & Fabricant
| Européen (KNITTAX, PASSAP, S.I.T.) |
Japonais (AISIN SEIKI, BROTHER INDUSTRIES, SILVER REED) |
|||
| Pas | Jauge | Pas | Jauge | |
| Fin | - | - | 3.5-3.6 | E7-7.3 |
| (BROTHER INDUSTRIES, SILVER REED) | ||||
| Standard | 5 | E5 | 4.5 | E5.7 |
| (tous) | ||||
| Moyen | - | - | 6.4 | E4 |
| (BROTHER INDUSTRIES, SILVER REED) | ||||
| Gros | 9 | E2.8 | 9 | E2.8 |
| (PASSAP, S.I.T.) | (tous) | |||
* La Largeur Nominale, ou Largeur de Travail, ou Largeur Totale de la Fonture, est Indépendante de la Jauge de Fonture et de la Largeur de la Machine
(généralement supérieure dans les machines domestiques à jauge gros fil par rapport aux machines à jauge fil fin et jauge standard ; varie indépendamment de la jauge de fonture dans les machines industrielles)
B3. Jauge
B4. Format d'Aiguille
Le Format des Aiguilles d'une Machine à Tricoter Varie, parfois seulement de quelques fractions de millimètre, ce qui peut suffire à Empêcher la Machine de Fonctionner Correctement ou de Réaliser certaines Techniques
Il est donc nécessaire de Remplacer une Aiguille par une qui soit Strictement Identique
Nombreux Formats
Hormis le Fabricant S.I.T. qui, suivant l'exemple DUBIED a Standardisé le Format de ses Aiguilles par Jauge de Fonture (aiguilles identiques sur les 2 fontures, aiguilles identiques à travers les modèles), les Fabricants Japonais ont produit de Multiples Formats d'Aiguille pour les Adapter aux nombreuses Modifications Techniques qu'ils Développaient avec leur Gamme
(les aiguilles de la fonture avant et de la fonture arrière ne sont pas interchangeables, les aiguilles d'un modèle diffèrent souvent de celles d'un autre modèle chez le même fabricant, les aiguilles d'un fabricant ont un format propriétaire, etc.)
Comme l'Aiguille est un Consommable (se tord, se casse, dysfonctionne), des Aiguilles de Remplacement sont toujours Nécessaires
Consultez le Tableau de Cotes via le Lien suivant
Bon à Savoir
Se Procurer des Aiguilles de Remplacement pour les Modèles qui ne sont plus Fabriqués est devenu un Casse-tête pour certaines Machines
Heureusement, depuis quelques années, des Entreprises Chinoises ont Lancé la Production de Clones plus ou moins Exacts, notamment pour les Machines BROTHER KH7*, KH8*, KH9*, et KH2* et leurs Fontures à Cote
Toutefois attention, Certaines de ces Aiguilles sont Suffisamment Différentes pour Causer Limitations ou Problèmes de Fonctionnement de la Machine
(exemples : jauge de crochet pour les aiguilles BROTHER KH120|KR120 peut être différente, obligeant à remplacer la totalité des aiguilles ; la longueur de queue écourtée d'1 mm pour l'aiguille des TOYOTA KS9* rend dysfonctionnel le système de sélection automatique des aiguilles - ce sont en réalité des aiguilles pour SILVER REED)
Avant d'Acheter des Aiguilles de Remplacement pour votre Machine, Assurez-vous de Prendre Toutes les Cotes pour les Fournir au Vendeur, ou d'avoir sa Garantie qu'il vous Fournit des Aiguilles Originales
B4. Format d'Aiguille
B5. Sélection des Aiguilles
Sélectionner les Aiguilles Consiste à les Mettre Individuellement à une Position donnée (ABCDE ou 0123) en fonction des Besoins Techniques ou Créatifs
Procédés de Sélection
Il existe 3 Approches pour Sélectionner les Aiguilles
- Manuelle
(aiguille manipulée directement par l'opérateur) - Semi-Manuelle
(sélection par l'intermédiaire d'un accessoire manipulé par l'opérateur) - Automatique
(sélection par la machine via un dispositif de programmation manipulé par l'opérateur)
Une Machine à Tricoter Domestique Rectiligne peut donc
- Être Dépourvue d'un Mécanisme de Sélection des Aiguilles
(machines les plus anciennes ou les plus simples) - Posséder un Mécanisme de Sélection Automatique des Aiguilles
Et son Mécanisme de Sélection Automatique être
- Mécanique
- Électromécanique
Programmation
Le Schéma de Sélection des Aiguilles qui va être suivi par la Machine est Programmé par l'Opérateur par l'une des 5 Technologies suivantes
(de la plus archaïque à la plus élaborée)
- Roue Dentée
- Tambour
- Bouton Poussoir
- Carte Perforée
(pouvant servir à programmer un tambour comme chez SILVER REED, un groupe de peignes sélecteurs internes comme chez BROTHER INDUSTRIES et AISIN SEIKI, ou un peigne sélecteur à main comme chez KNITTAX) - Programme Informatique
(via divers types d'interface)
Les 4 premiers Modes de Programmation exploitent une Sélection de nature Mécanique
Le dernier Mode de Programmation exploite une Sélection de nature Électromécanique
Remarque
Le Système de Sélection Automatique des Aiguilles par Roue Dentée puis par Tambour a été Développé et Breveté par DUBIED au Début du 20ème siècle
(roues dentées : "Super-Auto-Rayeur" pour machines DUBIED M, évoluant plus tard en "Super-Huit" ; tambour : "Autocam" pour les machines de la Série N)
On trouve Mention du Super-Auto-Rayeur en 1928 dans la Revue du Tricotage de DUBIED
(Figure 7)
Figure 7
Le Super-Auto-Rayeur pour Machine DUBIED M, années 1920
Le Super-8 comportait 8 Roues Dentées permettant chacune la Sélection d'Aiguilles selon une Séquence Différente (Figure 8)
L'Usage Séquentiel de ces 8 Roues Dentées permettant de Réaliser le Motif
Figure 8
Le Super-8 pour Machine DUBIED MM, MR et CS en jauges 25, 28, 32, 36
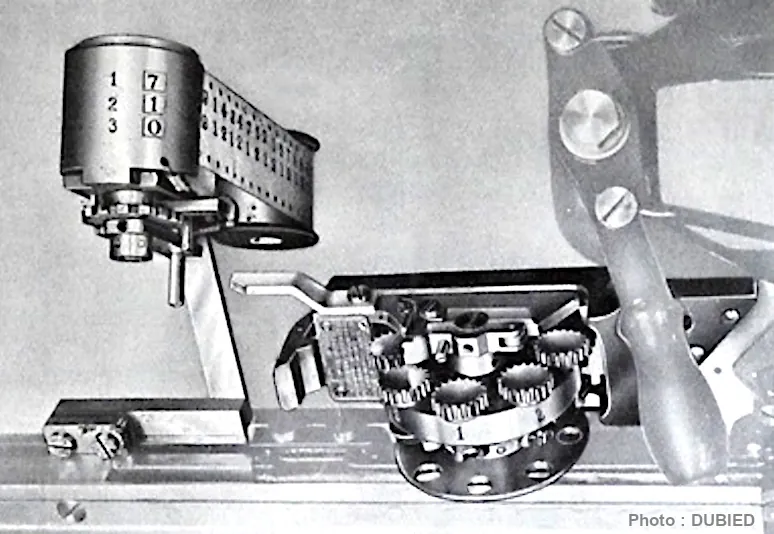
Le Super-8 était augmenté d'une sorte de "Guide-Patron" optionnel, un petit Lecteur de Carte Instruisant l'Opérateur à chaque Rang du Numéro de Roue Dentée à Utiliser pour Réaliser son Motif
Le Système par Tambour (autocam) fonctionnait avec des Plots Sélecteurs à introduire dans les Perforations du Tambour pour Programmer son Motif sur 24 ou 36 Rangs selon le Modèle
Ces Brevets de DUBIED ont vraisemblablement Inspiré le Système beaucoup plus simple de Roue Dentée à Clipser sous le Chariot Principal de la KNITTAX AM3, ou celui plus élaboré des Tambours de Sélection Programmables par Lecteur de Carte Perforée dans les Chariots des SILVER REED
Types de Machines
Relativement au Mécanisme de Sélection des Aiguilles, on trouve donc 3 Types de Machines à Tricoter Domestiques (Tableau 5)
- Sans Mécanisme de Sélection des Aiguilles
- À Sélection Mécanique des Aiguilles
(par roue dentée, tambour, bouton poussoir, ou carte perforée) - À Sélection Électromécanique des Aiguilles
(machines électroniques, seulement chez BROTHER INDUSTRIES, PASSAP, S.I.T., et SILVER REED)
Tableau 5
Sélectionner les Aiguilles selon le Mécanisme de Sélection des Aiguilles de la Machine
| Machine à Mécanisme de Sélection | ||||
| Sans | Mécanique | Électromécanique | ||
| Type de Sélection | Manuelle | 🗸 | 🗸 | 🗸 |
| Semi-Manuelle | 🗸 | 🗸 | 🗸 | |
| Automatique | - | Roue, Bouton, Carte | Programme Informatique | |
Taille de Motif
La Taille d'un Motif créé par Sélection des Aiguilles est Contrainte par la Technologie Utilisée pour Sélectionner les Aiguilles, en Largeur comme en Hauteur
Contrainte de Largeur (en nombre horizontal de points = mailles) selon le Dispositif de Sélection
- Manuelle
(indéfini, limité par la quantité de travail) - Semi-Manuelle
(limité par le nombre de points de l'accessoire) - Roue Dentée - incluant Tambour Programmé Manuellement
(limité par le format de la roue dentée : x aiguilles sélectionnées toutes les n aiguilles, avec x = 1 à 3 et n = 2 à 12, selon la roue utilisée) - Bouton Poussoir
(fixe sur 4, 8, ou 12 points selon le fabricant et modèle de machine - la largeur de motif peut être inférieure à ce format, mais sa répétition suit exactement le format) - Carte Perforée - incluant Tambour Programmé par Carte Perforée
(fixe sur 12, 24, ou 40 points selon le fabricant et modèle de machine - la largeur de motif peut être inférieure à ce format, mais sa répétition suit exactement le format ; dans certains systèmes Jacquard, comme sur DUBIED DUT, la largeur de motif est la largeur de fonture) - Programme Informatique
(limité sur les premiers modèles, jusqu'au nombre de points de la fonture sur les derniers modèles)
Contrainte de Hauteur (en nombre vertical de points = rangs) selon le Dispositif de Sélection
- Manuelle
(indéfini, limité par la quantité de travail) - Semi-Manuelle
(indéfini, limité par la quantité de travail) - Roue Dentée
(indéfini, limité par le nombre de combinaisons) - Bouton Poussoir
(indéfini, limité par le nombre de combinaisons) - Carte Perforée
(limité par la hauteur de la carte perforée - plusieurs cartes peuvent être lues en séquence) - Programme Informatique
(plus ou moins limité selon le modèle de machine et la quantité de mémoire dont elle dispose - la contrainte de hauteur tend à disparaître avec une machine électronique mise à niveau pilotée par ordinateur)
Remarques
* Le Format des Cartes Perforées à 24 Points a été Standardisé par les Constructeurs dans le courant des années 1970
- Les Cartes faites pour un Modèle de Machine peuvent, dans la plupart des cas, Être Lues sur un autre Modèle du Même Fabricant
- Les Cartes faites pour les Machines d'un Fabricant peuvent, dans la plupart des cas, Être Lues sur les Machines d'un autre Fabricant
(le nombre de rangs entre le rang actuellement lu par le lecteur de carte et le 1er rang visible à l'entrée du lecteur de carte peut varier)
* Le Cerveau Électronique Pilotant le Système de Sélection des Aiguilles des Machines à Tricoter Électroniques est généralement un Système Embarqué Autonome
(non conçu pour être programmé et piloté depuis un ordinateur externe dans la plupart des cas, ces machines ayant été conçues avant l'avènement de l'informatique grand public)
Cette Restriction peut être levée moyennant la Mise à Niveau de la Machine
(remplacement des composants électroniques de la machine, installation des pilotes appropriés et d'un logiciel spécifique sur l'ordinateur)
B5. Sélection des Aiguilles
B6. Fabricant & Modèle
Plusieurs Fabricants ont Produit des Machines à Tricoter Domestiques Rectilignes durant la 2ème moitié du 20ème siècle
Les 2 Principaux étaient BROTHER INDUSTRIES et S.I.T.
(et AISIN SEIKI dans une moindre mesure grâce à son produit phare KS901)
BROTHER INDUSTRIES, le plus Prolifique de tous avec un historique total de près d'une Centaine de Modèles, a proposé un Catalogue Pléthorique, explorant toutes les Possibilités Techniques pour sa Clientèle Ménagère
Aujourd'hui, les Fabricants de Machines à Tricoter Domestiques Rectilignes sont extrêmement Rares (SILVER REED)
Des Compagnies Asiatiques comme CHINA CREATION GROUP (Chine) ou TAITEXMA ENTERPRISE CORPORATION (Taiwan) Clonent quelques Machines BROTHER et SILVER REED, d'autres se mettent même à Cloner DUBIED ; Ils produisent aussi des Pièces Détachées et des Accessoires
B6. Fabricant & Modèles
B7. Marque Commerciale
Pour Complexifier le Tableau, certaines Machines furent Commercialisées sous la Marque d'un Distributeur International ou de Plusieurs Distributeurs Nationaux (Tableau 6 - non-exhaustif)
Tableau 6
Marque de Commercialisation pour quelques Fabricants en Fonction du Pays de Distribution
| Fabricant | Commercialisation |
| AISIN SEIKI | Toyota, Elna (SE) |
| BROTHER INDUSTRIES |
Brother, Defendi (IT), Empisal (AU), Erka (FR), Jones (UK), Knitking (US) |
| JUKI | Erka (FR), Juki, Singer |
| SILVER REED | Elna (SE), Empisal Knitmaster (UK), Necchi (IT), Silver Reed, Singer (US), Studio (CA) |
| S.I.T. | Phildar (FR), Singer (EU), S.I.T. (FR), Superba (FR, US), White (CA, US) |
Parfois, le Nom du Modèle était aussi Modifié
Il est donc nécessaire de savoir que Certaines Machines sont Techniquement Identiques bien que, selon le Pays dans lequel elles furent Commercialisées, elles aient une Couleur Différente, soient d'une Marque Différente, ou même, soient Labellisées d'un Modèle Différent
B7. Marque Commerciale
C. CHOISIR UNE MACHINE À TRICOTER
- C2. AISIN SEIKI 🠛
- C1. BROTHER INDUSTRIES 🠛
- C3. S.I.T. 🠛
- C4. Autres Machines 🠛
Le Particulier peut choisir entre 3 Catégories de Machines à Tricoter
- Machines à Tricoter Industrielles Rectilignes à Main
(Coppo, Dubied, Santagostino, Stoll, Universal, etc.) - Machines à Tricoter Circulaires à Main
(Adi, Chambord, Erlbacher, Lamb, etc.) - Machines à Tricoter Rectilignes Familiales
(Aisin Seiki, Brother Industries, S.I.T., Passap, etc.)
Les Machines à Tricoter Industrielles Rectilignes à Main sont Extrêmement Rares, Extrêmement Chères, de Manutention très Difficile à cause de leur Poids approchant ou dépassant 100 kg, viennent avec le Problème Rédhibitoire de l'Indisponibilité des Pièces Détachées et des Consommables, et nécessitent une capacité technique pour leur fonctionnement et maintenance. Cette Section n'abordera pas les Machines à Tricoter Industrielles Rectilignes à Main
Elle n'abordera pas non plus les Machines à Tricoter Circulaires à Main, cet Article se Focalisant sur les Machines à Tricoter Rectilignes Familiales
Toutes les Machines à Tricoter Rectilignes Familiales Commercialisées après 1980 permettent de faire toutes les Techniques de Tricot (sauf simulknit), éventuellement avec l'aide d'un Dispositif Optionnel (Tableau 7)
Tableau 7
Techniques de Tricot Réalisables sur Machine à Tricoter Domestique par Fabricant
|
AISIN SEIKI |
BROTHER INDUSTRIES |
S.I.T. |
|
|
Jersey |
✔ |
✔ |
✔ |
|
Jacquard Flotté |
✔ |
✔ |
✔ |
|
Jacquard Norvégien (double jacquard) |
O |
O |
✔ |
|
Simulknit |
O |
Non |
Non |
|
Maille Flottée |
✔ |
✔ |
✔ |
|
Maille Chargée |
✔ |
✔ |
✔ |
|
Maille Ajourée |
✔ M |
✔ M |
M O |
|
Cotes |
M O |
M O |
✔ |
|
Intarsia |
M O |
M O |
M O |
|
Vanisage |
M O |
M O |
O |
|
Chevalement |
O |
O |
✔ |
|
Tramage (effet tissage) |
✔ |
✔ |
✔ |
|
Maille Retournée (point mousse, etc.) |
M |
M O |
M O |
|
Point Tapis |
M O |
M O |
M O |
✔ Possible en Standard sur Certains ou Tous les Modèles
O Optionnel (un accessoire rend possible ou automatise)
M Manuel
Les Machines à Tricoter Japonaises sont à Conseiller pour leur facilité d'Utilisation, leur Versatilité, leur Portabilité, et la Possibilité de les Ranger Hors Saison de Tricotage
Les Modèles les plus aboutis (Tableau 8) permettent une très Vaste Étendue de Techniques de Maillage grâce à des Dispositifs Ingénieux et grâce à une Quantité impressionnante d’Accessoires parfaitement Conçus
Tableau 8
Machines à Tricoter Domestiques Techniquement les plus Abouties dans leur Catégorie
|
Jauge |
Marque |
Mécanique |
Électronique (1) |
|
Fin |
BROTHER |
KH120 | KR120 (2) |
aucune |
|
SILVER REED [1] |
SK272 | FRP70 (3) |
SK830 | FRP70 (3) |
|
|
Standard |
BROTHER |
KH88*, KH89* | KR850 |
KH95/7* | KR850, KR900 |
|
TOYOTA |
KS9** | KR50* (4) |
aucune |
|
|
S.I.T. |
S46, MT2131 |
MT6*, 7*, 23* & équivalent |
|
|
Gros |
BROTHER |
KH26/8* | KR260 (5) |
KH270 | KR260 (7) |
|
TOYOTA |
KS650 | KR650 (6) |
aucune |
1 risque de pannes supérieur
2 très rare, ancien modèle plus archaïque mais mailles magnifiques
3 rares et chères à excessivement chères
4 plus délicate que les machines BROTHER
5 rares, très recherchées, et chères
6 quasi-introuvable en Europe
7 très rare, très recherchée, et très chère
Nous recommandons aux débutants de commencer avec une Machine Mécanique plutôt qu'avec une Machine Électronique
(programmation difficile à prendre en main, perte d'autonomie de l'opérateur, compréhension du tricot brouillée par l'automatisation)
Remarque
Nous ne recommandons pas nécessairement les Machines Électroniques aux Tricoteurs plus Avancés
- Onéreuses
- Complexes
(apprentissage supplémentaire pour la programmation et navigation difficile et peu intuitive dans des interfaces archaïques) - Fonctions Nouvelles d'intérêt Marginal
(toutes les fonctions essentielles existent déjà dans les derniers modèles des gammes mécaniques) - Dépendance à l'Électricité
- Risque Accru de Pannes
(vieillissement des composants électroniques)
Avec un Bémol pour les S.I.T., plus Simples et conçues différemment, moins Sujettes au Risque de Panne, et dont les Capacités peuvent être Étendues par Mise à Niveau de la Machine pour son Interfaçage Direct à un Ordinateur de Bureau
Il vaut mieux Choisir une Machine à Tricoter à Fonture Métallique
(il existe des modèles à fonture en plastique, plus simples, dépourvus de certaines fonctions, moins onéreux, et dont la nature des matériaux les destine probablement à une durée de vie moindre)
Pièces Détachées et Consommables sont parfois encore fabriqués, ce qui permet le maintien, l’entretien et la réparation de certains modèles, en particulier dans les marques BROTHER, SILVER REED, et dans une moindre mesure TOYOTA et S.I.T.
(les machines S.I.T. étant plus simples et plus robustes, sont moins sujettes aux pannes ; en France, elles ont été tellement répandues et sont aujourd'hui tellement dénigrées par rapport aux machines japonaises, qu'on trouve leurs pièces détachées sans difficulté sur le marché de l'occasion)
C1.Les Machines d'AISIN SEIKI (TOYOTA)
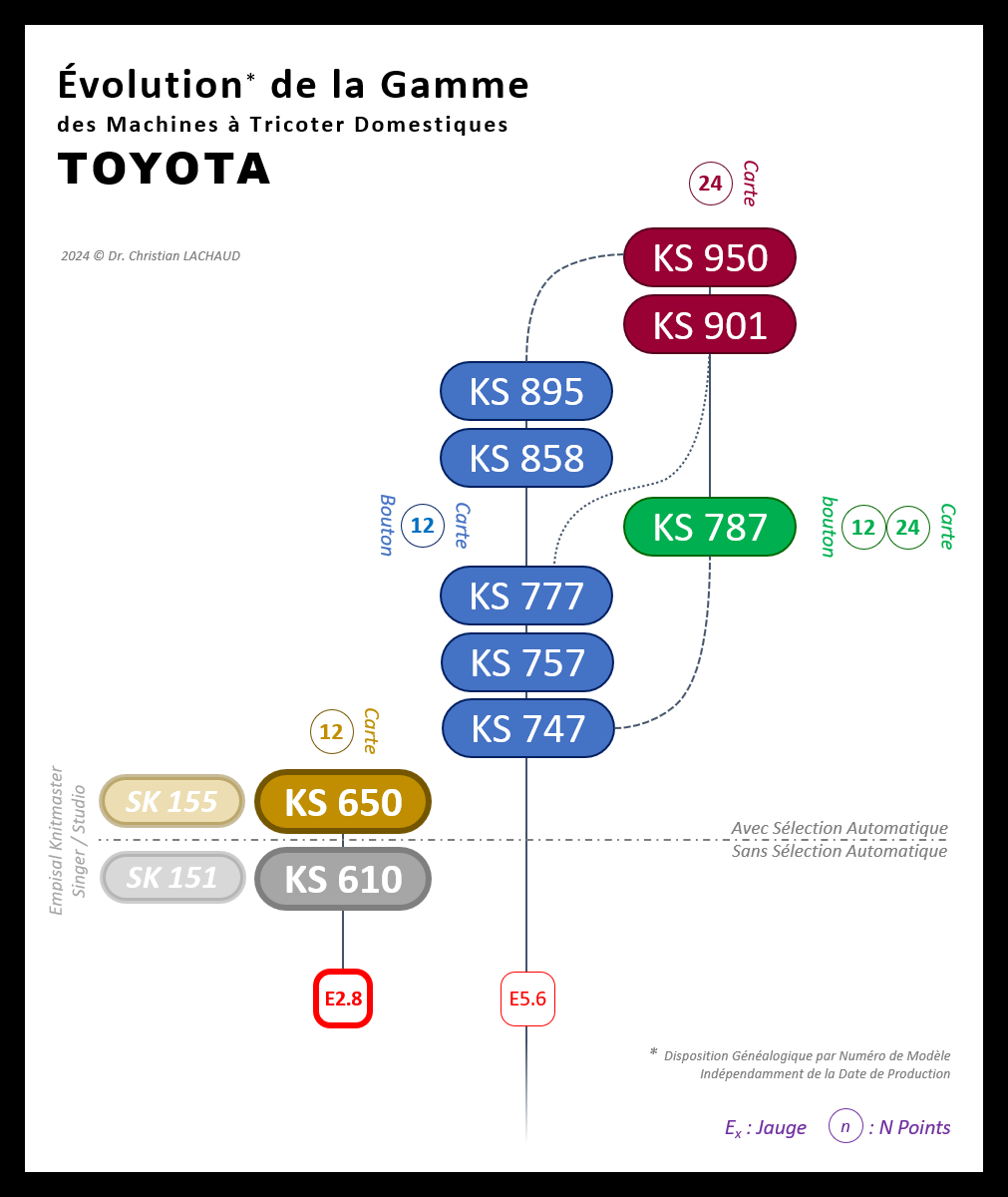
Sur la même Période que son Concurrent BROTHER INDUSTRIES (1950-1995), le Fabricant AISIN SEIKI (co-entreprise du groupe TOYOTA) a Produit quelques Modèles de Machines à Tricoter Domestiques Commercialisées sous la Marque TOYOTA (Figure 9)
- Machines Ancestrales à Sélection Manuelle des Aiguilles jusqu'en 1970
(liste lacunaire) - Jauge Standard à Pas 5.5 mm
(NT10, 1954) - Jauge Standard à Pas 4.5 mm
(MT20, 1955 ; K106, 1962 ; K510, milieu des années 1960) - Jauge Gros Fil à Pas 9 mm
(KS610 | KR310, début ou milieu des années 1970) - Machines à Sélection Automatique des Aiguilles après 1970
(décrites plus bas) - Sur 12 Points (années 1970-80)
- Sur 12 & 24 Points (années 1970)
- Sur 24 Points (années 1980-1990)
Figure 9
Évolution Technologique de la Gamme des Machines à Tricoter Domestiques TOYOTA après 1970
Certes, AISIN SEIKI n’a fabriqué Aucun Modèle de Machine Domestique à Jauge Fil Fin ou Moyenne, ni aucun Modèle Électronique, et a proposé beaucoup moins de Modèles que BROTHER INDUSTRIES
Mais ses Machines étaient Merveilleusement Conçues, et suffisamment Raffinées et Élaborées pour se Hisser sur le Podium des plus Populaires
De plus, AISIN SEIKI est Détenteur du Brevet "Simulknit", une Technologie Propriétaire de Type Jacquard Norvégien Amélioré (double-jacquard) [3]
- Mailles beaucoup plus Belles
(sous réserve d'éviter certains motifs) - Étoffe de Doublure Unie
(le jacquard norvégien produit des bandes) - Réalisation Simple, Directe, Rapide et Facile
(aucune intervention particulière de l'opérateur durant la réalisation, alors qu'il faut changer de fil tous les 2 rangs en jacquard norvégien)
Trois de ses Modèles (KS9** par défaut, et KS787 à l’aide d’un accessoire) ont été les Seules Machines à Tricoter Domestiques au Monde capables de faire du Simulknit
Son Modèle le plus Abouti est la KS901 (Figure 10), une Favorite en France et au Japon, pourtant Boudée chez les Anglo-Saxons
Elle était Accompagnée d'une Fonture à Cotes (KR501) et d'une Profusion d'Accessoires Permettant de Tricoter une Vaste Quantité de Techniques, faisant de cette Machine Domestique l'une des plus Polyvalentes qui aient Existé
La KS901 seule se vendait près de 4000 FF en France en 1982 (= 1550 €2023 - Convertisseur INSEE de pouvoir d'achat Franc-Euro prenant en compte l'érosion monétaire due à l'inflation), et il fallait compter près de 10000 FF (4000 €2023) pour une Configuration Complète
Figure 10
TOYOTA KS 901 : Modèle Phare d'AISIN SEIKI à Capacité "Simulknit" (1981)

Remarques
* Les Machines TOYOTA en Jauge Standard donnent une Impression de Raffinement et de Délicatesse qui ne se retrouve pas chez les Machines BROTHER
Cette Sensation à l'Usage est Due à leur Jauge de Crochet plus Petite, qui leur Permet de Tricoter des Étoffes d'une Plus Grande Finesse
* En Contrepartie, les Aiguilles des Machines à Tricoter TOYOTA
- Peinent avec des Fils plus Épais quand les Machines BROTHER continuent à les Avaler sans problème
- Se Tordent plus Facilement que celles des Machines BROTHER
(problème fréquent sur les machines japonaises assez rare avec les machines européennes) - Peuvent être Détordues sans trop de Difficulté quand celles des Machines BROTHER doivent être Remplacées
C2a. Machines à Sélection sur 12 Points
Dans les années 1970-1980, AISIN SEIKI a Développé pour le Particulier Amateur une Ligne de Machines à Sélection d'Aiguilles sur 12 Points
- Système de Sélection Intégré dans la Fonture, avec Sélection par Carte Perforée ET par Bouton
(jauge standard : KS747 / KR450 - KS757, KS777, KS858, KS895 / KR50*) - Système de Sélection Intégré dans le Chariot, par Carte Perforée Uniquement
(jauge gros fil : KS650 / KR350 - technologie de sélection issue du Fabricant Silver Reed)
Jolies et Portables, la Taille Limitée des Motifs sur 12 Points a fini par les rendre moins Populaires que les Machines pouvant Travailler sur 24 Points, qui entre temps s'étaient généralisées
Aussi, elles finirent par se Vendre Moins Cher et être Réputées plus Bas de Gamme
Remarque
Les Cartes Perforées en Format 12 Points ne sont pas Lisibles par une Machine à Tricoter à Lecteur de Carte Perforée 24 Points
C2b. Machine à Sélection sur 12 & 24 Points
AISIN SEIKI a Proposé vers la fin des années 1970 une Montée en Gamme parallèle, avec un Modèle en Jauge Standard plus Robuste, la KS787 (fonture à cote KR460)
Cette machine était Destinée à un Usage plus Intensif, Professionnel ou Semi-Professionnel, avec la Capacité de Sélectionner les Aiguilles sur 12 Points (boutons) ET 24 Points (carte perforée)
Robuste, plus Volumineuse, et assez Lourde, c'est sûrement la moins Portable du Fabricant, bien que fournie en Format Mallette également
Néanmoins une Machine Remarquable qui Préfigure l'Évolution vers la KS901
Remarque
Les Cartes Perforées en Format 24 Points de la KS787 sont Lisibles par les autres Machines à Tricoter à Lecteur de Carte Perforée 24 Points, mais la Programmation du Motif est faite en Négatif
(conséquence : couleur de motif inversée ou carte inutilisable selon la technique de point utilisée)
C2c. Machines à Sélection sur 24 Points
Il n'y a eu que 2 Modèles dans cette Catégorie (KS901, KS950)
Ils représentent un Aboutissement dans l'Évolution de la Gamme TOYOTA avec le Perfectionnement des Modèles Antérieurs, Combinant leurs Avantages et les Augmentant de Nouveaux Développements
- KS901 (1981)
Intègre au Meilleurs de la KS787 la Délicatesse et la Portabilité de la Ligne KS858
Commercialisée en Version Complète (KS901) et en Version Allégée (KS901S - sans chariot ajoureur ni bras d'extension)
Avec une Gamme très Complète d'Accessoires - Fonture à Cote
(avec système simulknit) - Lecteur de Patron avec Cartes Compas
- Changeur de Couleur pour Configuration Simple et Double Fonture
- Chariot Ajoureur
- Chariot Intarsia
- Chariot Remailleur
- Chariot de Transfert
- Unité de Vanisage
- Unité Point Tapis
- Bobinoirs & Dévidoirs
- Pince à Perforer & Perforatrice à Alignement Automatique
- Toute une Gamme de Reporte-Mailles à Simple ou Double Rangée de Chas et Nombre Varié de Chas
- Trépied à Bascule pour changer d'un Travail en Simple ou Double Fonture sans Démontage
- Collection Étoffée de Cartes Perforées Supplémentaires
- KS950 (1994)
Est une Mise à Jour de la KS901 - après plus d'1 Décennie de Succès - pour lui Intégrer la Fonction [Ajourage & Tricot Simultané]
(= "plain transfer lace" dentelle à transfert direct)
Possiblement issue d'un Développement Commun avec SILVER REED (qui l'intègre aux chariots LC-2 et suivants ; n'existe pas chez les autres fabricants) pour Résoudre 4 Problèmes Pratiques dans le Travail d'Ajourage classique
(= "fashionned lace" ou dentelle à façon - bras extenseurs encombrants, chariot ajoureur nécessaire, travail alterné à 2 chariots, programmation difficile d'un motif dentelle)
En effet, la KS950 Reprend la Fonture de la KS901 sans Modification
(hormis la couleur imprimée sur les caches plastiques et le numéro de modèle ; La KS950 accepte d'ailleurs tous les accessoires de la KS901 : Tout est interchangeable)
Les Évolutions Portent Uniquement sur le Chariot Principal, les Bras Extenseurs, et le Format du Boîtier d'Accessoires - Chariot Monumental ressemblant à celui des KS8** - en plus Large et plus Lourd - pour lui Intégrer les Fonctions d'Ajourage
- Presseur Très Allongé pour lui Intégrer la Fonction [Ajourage & Tricot Simultané]
(cames ajoureuses amovibles à fixer au chariot sur les cotés du presseur : elles doivent être situées assez éloignées de la zone de travail des aiguilles) - Bras Extenseurs Miniaturisés se Rangeant dans le Boîtier d'accessoires
(seulement nécessaires pour travailler sur toute la largeur nominale de la fonture) - Boîtier d'Accessoires reformaté pour accueillir les Accessoires Supplémentaires
(cames ajoureuses, bras extenseurs)
Remarques
* Le Lecteur de Carte Perforée des KS9** peut Lire les Cartes à 24 Points d'autres Fabricants
ATTENTION
Le Nombre de Rangs de Carte entre le Rang actuellement Lu par le Lecteur de Carte et le 1er Rang Visible juste à l'Entrée du Lecteur de Carte peut Varier d'un Fabricant à l'autre
En conséquence, les Instructions Écrites sur la Carte Perforée pourraient être Décalées d'un ou plusieurs Rangs par rapport au Rang Travaillé, et ne plus Correspondre au Travail actuel
* Il existe Plusieurs Modèles de Fonture à Cote pour ces Machines : KR501, KR505, KR506
Il n'y a Aucune Différence Technique entre eux, tous sont Interchangeables
* La Mise à Jour KS901-> KS950 a été Loin de faire l'Unanimité
- Chariot Lourd
(plus difficile à manipuler, en particulier pour les personnes souffrant de douleurs ou âgées - inconvénient non limité au travail en dentelle ; risque de casse accrue en cas de chute) - Cames Ajoureuses Perdues
(2 petits modules se fixent au chariot de part et d'autre du presseur : facilement égarés, la perte d'1 seul empêchant de travailler automatiquement en dentelle) - Archive de Motifs Obsolète
(les anciens motifs dentelle qui décomposent les rangs par chariot ne sont plus valables) - Transferts Multiples Plus Complexes
(avant transfert : ôter le fil du chariot, modifier les réglages du chariot ; après transfert : enfiler le chariot, modifier les réglages du chariot) - Risque d'Erreur Accru
(erreur humaine à chaque étape supplémentaire ; impossibilité de vérifier l'état du transfert avant maillage) - Récupération Plus Difficile des Erreurs
(travail de correction plus complexe) - Il peut être plus Aisé et plus Sûr de Travailler en Mode Dentelle à Façon avec 2 Chariots en Alternance qu'en Mode Dentelle à Transfert Direct
C2. Les Machines AISIN SEIKI
C2. Les Machines de BROTHER INDUSTRIES
Figure 11
Évolution Technologique de la Gamme des Machines à Tricoter Domestiques de BROTHER INDUSTRIES après 1960
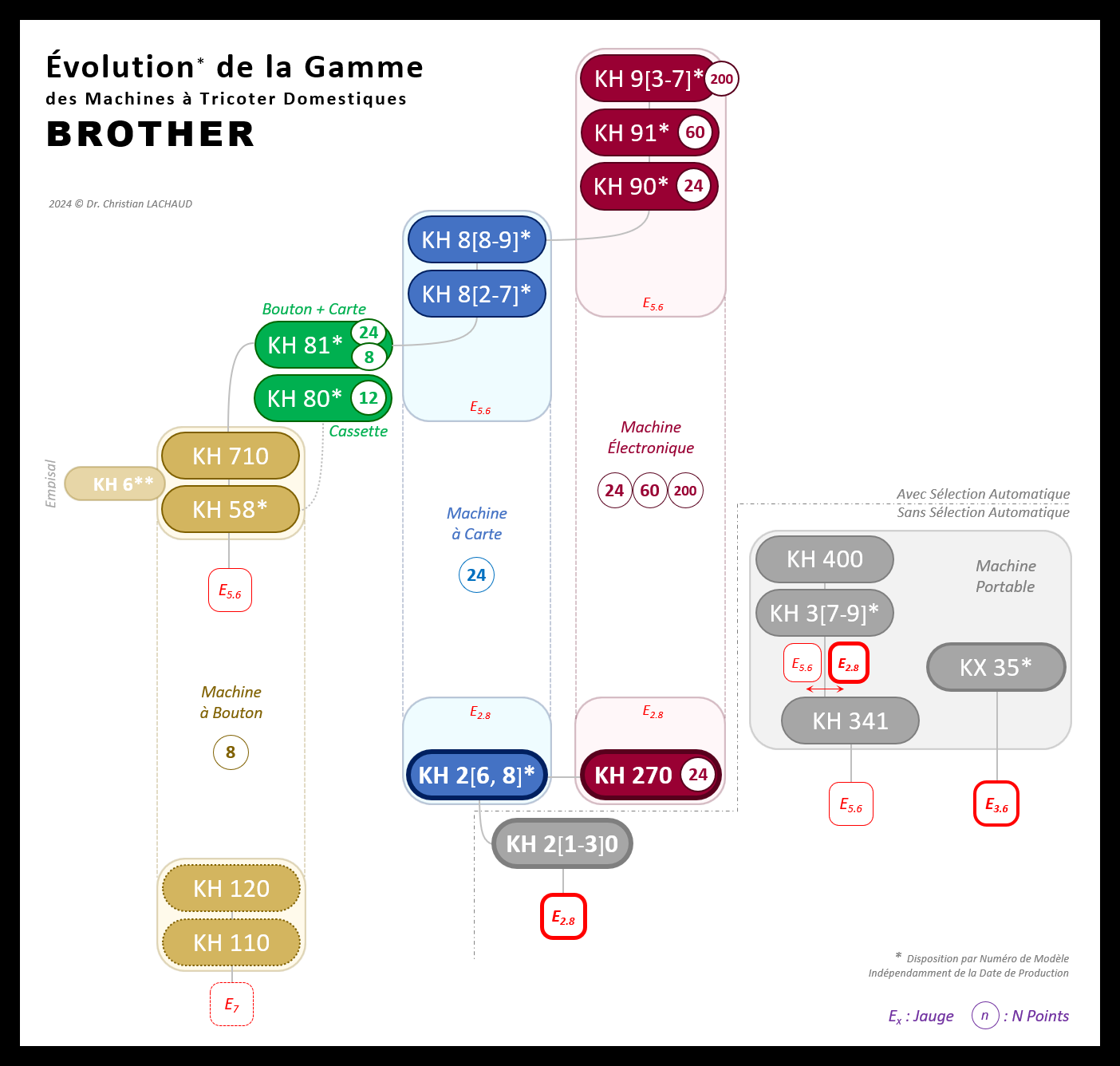
La Figure 11 Organise la "Généalogie" des Modèles de Machines à Tricoter Domestiques chez BROTHER INDUSTRIES en Précisant le Mécanisme de Sélection des Aiguilles, la Jauge de Fonture, et le Nombre de Points par Répétition pour les Motifs
La Hiérarchie des Numéros de Modèle est indépendante des Dates de Production
(qui suivent souvent la nomenclature des modèles avec quelques exceptions)
Remarque
Presque toutes les Machines à Tricoter BROTHER sont Fournies par Défaut avec un Chariot Ajoureur. À la Différence des Dispositifs Ajoureurs de la Concurrence, ce Chariot dispose d'une Petite Came qui permet de Réaliser 2 Types de Dentelle
- Normale
(maille déplacée sur l'aiguille adjacente pour créer un vide) - Fine
(maille placée sur l'aiguille adjacente et simultanément maintenue sur l'aiguille d'origine pour créer une irrégularité)
C1a. Les Premiers Modèles à Bouton Poussoir
Les premiers Modèles à Bouton Poussoir apparaissent au tout début des années 1960
BROTHER INDUSTRIES commercialise alors déjà quelques Machines à Tricoter Domestiques Rectilignes sans système de sélection automatique des aiguilles
(1954 : 1-B1 ; 1955 : Modèle 32, KH500 ; 1957 : KH212 ; 1958 : KH218 ; 1959 : KH311, KH321)
Les modèles KH5* (au-dessus de KH50*) et KH6* (sous label Empisal) sont d’excellentes machines à sélection des aiguilles par boutons
Robustes et au look rétro, elles sont relativement simples et n’offrent que des fonctions de base, mais déjà une belle polyvalence
Elles sont toutefois d'utilisation fastidieuse pour les techniques plus avancées (points fantaisie, motifs)
C1b. Les Derniers Modèles à Bouton Poussoir
La KH710 (1970 - Figure 12) en Jauge Standard et sa copie conforme en Jauge Fine, la KH120 (jauge fil fin en pas 3.5 mm, 1970 - Figure 13), sont les 2 dernières Machines à Sélection d’aiguilles par Boutons de BROTHER INDUSTRIES
Véritables petits Bijoux de Polyvalence, elles font de Magnifiques Mailles et une Quantité Incroyable de Techniques et de Points
(capacités automatiques : effet tissage, effet tissage vertical, dentelle, dentelle jetée, dentelle tirée, dentelle tissée, intarsia, jacquard flotté, jersey, points chargés, points chargés bicolores, points flottés, points flottés bicolores, points ouverts, points tirés, vanisage)
Figure 12
BROTHER KH 710 : Dernière Machine à Boutons du Fabricant (1970)
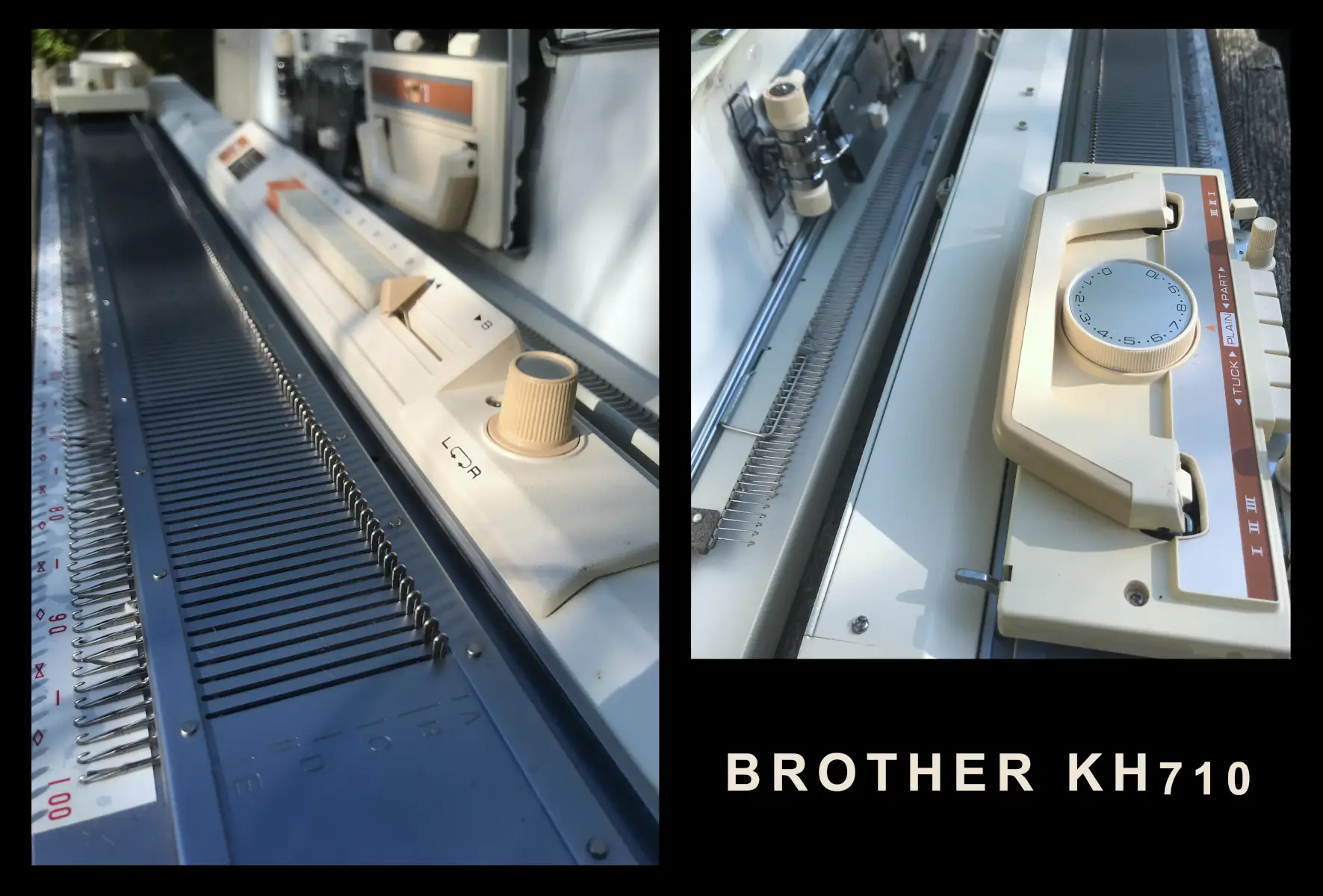
Figure 13
BROTHER KH120 | KR120 : Seule Machine à Jauge E7.3 du Fabricant (1970)

Son Défaut est de nécessiter beaucoup d’opérations manuelles, mais ce défaut devient vite une qualité pour l'apprentissage, la compréhension, et la créativité
En phase d’apprentissage, ce travail répétitif sur certains types d’étoffes permet de mieux comprendre comment la machine réalise les opérations de maillage, et surtout de bien comprendre la structure de l’étoffe
Cette intervention manuelle permanente autorise l'opérateur à agir à toutes les étapes du maillage
C'est un avantage pour créer manuellement des maillages complexes, qui ne peuvent plus être faits sur les modèles plus élaborés à cause de l'automatisation avancée des processus
C1c. Les Machines de Transition
* La Machine à Cassette KH80*
En 1971, BROTHER INDUSTRIES commercialise un modèle unique, sans équivalent chez aucun autre fabricant, dans sa quête de faire évoluer la programmation des motifs du Bouton vers la Carte Perforée
(alors utilisée pour programmer les ordinateurs, et depuis des siècles pour programmer les métiers à tisser jacquard)
C'est la KH800 (JONES KH800 au UK, BROTHER KH801 au Japon), un OVNI, un tank, un monstre qui pèse 1 tonne
C'est la Première et la Dernière machine à "Cassette", un boîtier dans lequel on positionne un morceau de papier que l'on perce avec un stylet aux emplacements du lecteur de carte pour programmer son motif sur 12 points - Parfaitement économique
La KH800 est un autre Bijou de la même veine que la KH710, qui comme elle, tricote des mailles magnifiques et préserve la mainmise de l'opérateur sur le maillage
* La Machine Bi-Système KH81*
Déjà organisée sur le Modèle des Premières Machines à Carte Perforée, elle intègre encore l'Ancien Système de Sélection par Boutons Poussoir
C'est donc une Machine à Sélection par Boutons et par Carte Perforée
C1d. Les Premiers Modèles à Carte Perforée
Modèles des années 1970 : KH8* postérieurs à KH81* et antérieurs à KH88*
Certaines tâches sont entièrement automatisées par les systèmes reliés au Lecteur de Cartes Perforées
Bien qu'intéressants, ces premiers modèles disposent de moins de fonctionnalités que les modèles des années 1980, sont moins aboutis, et peuvent être d’utilisation plus fastidieuse
C1e. Les Derniers Modèles à Carte Perforée
Modèles KH88* & KH89* (jauge standard + KH26* & KH280 en jauge gros fil - Figure 14)
C'est la Gamme de Machines Mécaniques à la Perfection de leur Maturité Fonctionnelle
(modèles des années 1980)
Figure 14
BROTHER KH 260 : Première Machine à Jauge Gros Fil et à Lecteur de Cartes Perforées 24 Points

Modèles les plus aboutis qui incluent une quantité d'accessoires ingénieux pour une créativité presque illimitée
Ils permettent d'utiliser presque toutes les techniques de Tricot Machine qui existent
Le seul bémol est relatif à la Qualité de la Maille, Moindre qu'avec les derniers Modèles à Bouton Poussoir à cause des Dispositifs de Translation Verticale des Aiguilles dans la Fonture
(nécessaires au bon fonctionnement du système de sélection automatique des aiguilles)
C1f. L'Expérience de l'Ultra-Portabilité
Dans les années 1980, BROTHER INDUSTRIES se lance dans l'expérience de l'ultra-portabilité en fabriquant une série de machines rectilignes à fonture en plastique, sans 2ème fonture, plus simples et sans système de sélection des aiguilles [2]
Le But était d'accroître la Portabilité des machines pour pouvoir les emporter n'importe où
(modèle pliable KH341, modèles à jauge moyenne KX35* pour-faire-les-2, modèles convertibles jauge standard / jauge gros fil KX370, KX39*, et KH400)
C1g. Les Machines Électroniques
Les premières Machines à Tricoter Électroniques de BROTHER INDUSTRIES (série KH9* en jauge standard et 1 jauge gros fil KH270) apparaissent dans les années 1980 également, et se perfectionnent progressivement sur une décennie, jusqu'à l'arrêt définitif de production vers le milieu des années 1990
Elles permettent d'Affranchir l'Opérateur de nombreuses Contraintes bien qu'en imposant de nouvelles
Les principaux Atouts des Machines à Tricoter Électroniques sont
- la Banque de Nombreux Motifs en Mémoire, Immédiatement Accessibles
- la Programmation des Motifs sur plus de 24 points
- l'Automatisation du Plan de Réalisation des Pièces
- le Guidage de l'Opérateur selon le Patron pendant qu'il Tricote
Le problème de ces machines, outre l'apprentissage de leur utilisation, est le vieillissement des composants électroniques et la dépendance à l'électricité, sources de pannes supplémentaires beaucoup plus difficiles à résoudre
C1. Les Machines Brother
C3. Les Machines de S.I.T.
Les Machines à Tricoter du Fabricant Français S.I.T. (Standardisation Internationale de Tricotage) sont Très Intéressantes
Robustes, Ingénieuses, et Minimalistes, elles sont néanmoins très Polyvalentes
(jersey, jacquard, points à mailles jetées, points à mailles chargées, points à maille flottée, points à incrustation en configuration simple fonture ; jersey double, côtes simples, cotes perlées, cote anglaise, points translatés, jacquard norvégien, jacquard réversible, etc. en configuration double fonture ; pour tricoter de l'étoffe au mètre ou façonnée : encolure, pente des épaules, boutonnière, poche, ourlets, fente, pince, etc.)
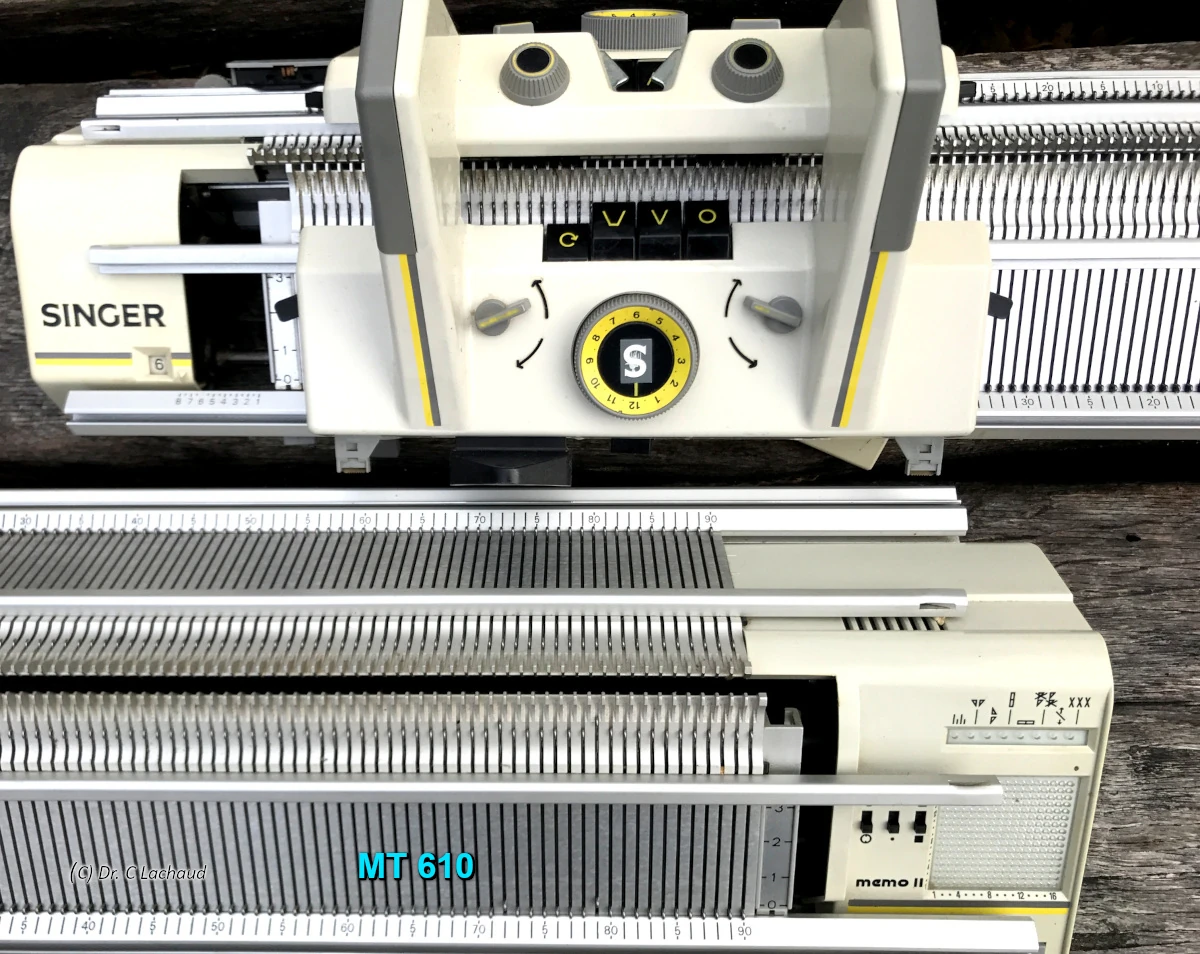
Les Machines S.I.T. étaient encore Commercialisées dans les années 1990, en France (PHILDAR, SINGER, SUPERBA, S.I.T. - Figure 15), et, principalement, dans le reste de l'Europe (SINGER, SUPERBA, S.I.T.) et en Amérique du Nord (SUPERBA, S.I.T., WHITE)
Figure 15
Machine S.I.T. Électronique à Sélection des Aiguilles par Impulsion Électrique & Programmation des Motifs par Pavé Tactile Memo II
C3a. Structure Générale de la Machine S.I.T.
La Machine S.I.T. représente l'Évolution Logique vers le Format Familial des anciennes Machines Industrielles à Main qui existaient dans les Usines d'Europe depuis la fin du 19ème siècle
(DUBIED, 1867-1987, leader mondial Suisse des machines à tricoter, ou STOLL, 1873- racheté par Karl Mayer, toujours actif, etc.)
Format de Machine
Les Machines S.I.T. se Présentent presque toujours comme un Bloc à 2 Fontures en Ʌ Solidement Fixées l'une à l'autre, la Fonture à Cote pouvant prendre plusieurs Positions Verticales
(cette solidité de la structure définit un angle de travail invariable qui garantit le bon fonctionnement de la machine dans la durée ; au contraire, l'angle entre fontures peut varier accidentellement dans les machines japonaises et causer beaucoup de dysfonctionnements)
C'est par Défaut une Machine à Double Jersey, le Fabricant S.I.T. ayant suivi le Standard Historique des Machines Industrielles à Main
(les machines à tricoter domestique PASSAP ont la même architecture ; les machines japonaises au contraire sont conçues dans une optique de portabilité maximale : pour pouvoir être rangées et déplacées facilement, la fonture à cote a un statut d'accessoire optionnel. À noter que la fonture à cote des S.I.T. peut être retirée du bloc et qu'il existe quelques modèles allégés en format simple fonture - exemples : SINGER 400, SINGER 2100)
Après les années 1970, elles se déclinent en Plusieurs Modèles d'Apparence très Semblable
Les Différences Visibles concernent surtout des Changements de Couleur au gré des Modèles et des Distributeurs, une Légère Évolution des Chariots, et l'Ajout d'Interfaces de Programmation sur les Modèles Électroniques
(beaucoup d'évolutions technologiques sont invisibles)
Les Machines S.I.T. existent sous 2 Formats de Jauge de Fonture
(gamme très réduite, au contraire des machines industrielles)
- Jauge Standard en E5
- Jauge Gros Fil en E2.8
(très peu de modèles, comme la SINGER Big 9 et la SINGER SB 151)
La Jauge de Fonture Standard est donc Légèrement Plus Grosse que celle des Machines Japonaises de même Catégorie (E5.7)
Format d'Aiguille
La Jauge de Crochet des Modèles à Fonture Standard est également plus Grosse que celle des Modèles Japonais de même Catégorie
Ceci leur Permet de Travailler Facilement un Plus Gros Fil et de se Comporter comme des Machines de Jauge Moyenne
En plus d'avoir des Aiguilles plus Robustes, celles-ci sont logées dans une Glissière qui les Enserre sur toute la Longueur et les Stabilise Parfaitement
(système utilisé sur les DUBIED)
Mieux Tenues, plus Robustes, elles sont Rarement Endommagées
(les aiguilles des machines japonaises ne sont tenues par la fonture qu'en 4 ou 5 points pour pouvoir bouger verticalement et autoriser leur sélection comparablement au mécanisme de sélection par hauteur du talon de l'aiguille dans les machines DUBIED ; elles sont plus fines pour être plus flexibles horizontalement et permettre l'ajourage ; moins bien tenues, plus fines, elles sont plus souvent endommagées)
À Noter que l'Aiguille des Machines S.I.T. est identique sur les 2 Fontures et identique à travers les Modèles de Machine dans une même Jauge de Fonture
(contrairement aux machines japonaises qui utilisent des aiguilles différentes sur la fonture principale et sur la fonture à cote, et qui peuvent avoir des aiguilles différentes entre familles de modèles)
Écart des Fontures
Les Machines S.I.T. Intègrent un Mécanisme d'Ajustement Ingénieux de l’Écartement des Fontures, Absent des Machines Japonaises
(qui se mettent à dysfonctionner si l'écartement ne reste pas dans une fourchette serrée)
Ce Réglage - de 3 à 6 mm en fonction de la Grosseur du Fil - autorise un Maillage en Vis-à-Vis plus Serré avec un Fil Fin (et un écartement moindre des fontures), ou plus Lâche avec un Fil plus Épais (et un écartement augmenté des fontures)
Le Résultat Mime le Travail de Machines de Différentes Jauges de Fonture - Standard Japonais, Standard Européen, Moyen
(il est même possible de simuler le travail d'une machine à jauge gros fil en utilisant 1 aiguille sur 2, l'espacement maximal des fontures, et un gros fil)
Chariots
Le Chariot des S.I.T. Présente les Fonctions Universelles des Machines à Tricoter Rectilignes
- Alimentation et Disposition du Fil sur les Aiguilles
(guide-fil, brossettes de gestion des clapets) - Réglage de Taille de Chute
(densité) - Positionnement des Aiguilles dans les Diverses Opérations de Maillage
(régulier, flotté, sauté, etc. ; travail en simple ou double fonture) - Sélection des Aiguilles
(boutons "lili", rappel des aiguilles, électro-aimants - voir plus bas)
C3b. Sélection des Aiguilles
S.I.T. a Fabriqué une belle Gamme de Machines Électroniques à Sélection Automatique Mécanique des Aiguilles
Sélection Électromécanique
Dans les années 1970, S.I.T. Dépose une Série de Brevets pour la Fabrication de Machines Électroniques dans le But de Doter ses Machines d'une Sélection Automatique des Aiguilles Améliorée
Son Système Original Repose sur la Transmission Synchronisée d'Impulsions Électriques dans la Fonture pour Commander la Sélection Électromécanique des Aiguilles par le Chariot
Comparativement à la Complexité Mécanique et Électromécanique des Machines Japonaises, le Concept est d'une Beauté Essentialiste Ingénieuse, est Implémenté sans Transformation Majeure de l'Architecture de la Machine, et aboutit à une Fonction Identique
Extérieurement, les Modèles S.I.T. Électroniques se Distinguent très peu des Modèles S.I.T. sans Sélection des Aiguilles - Hormis l'Existence d'Interfaces de Programmation plus ou moins discrètes
La Différence Quasi-Invisible Concerne
- Électrification de la Fonture Arrière
(ajout d'un système électrique dans l'un des cotés du bloc fonture ; ajout d'une bandelette métallique sous un des bloqueurs d'aiguille, connectée au système électrique intégré au bloc fonture) - Électrification du Chariot Principal
(ajout de connecteurs fixes à l'arrière du chariot, ajout d'une glissière mobile à l'arrière de la fonture arrière pour la connexion chariot/fonture) - Ajout d'un Système de Localisation de la Zone de Sélection Automatique
(2 petites glissières manipulables sous l'arrière de la machine, définissant l'étendue de la mobilité de la glissière de connexion chariot/fonture) - Intégration du Mécanisme de Sélection Électromécanique des Aiguilles au Chariot Principal
(électro-aimants) - Ajout dans la Fonture Principale d'un Mécanisme Synchronisant la Position du Chariot et l'Émission des Impulsions Électriques
(courroie de synchronisation métallique fixée à la glissière de connexion chariot/fonture, et reliée à une roue crantée du système de sélection des aiguilles) - Ajout d'un Mécanisme de Réglage Fin du Système de Synchronisation
(alignement précis de la courroie de synchronisation) - Ajout d'un Cerveau de Commande
(circuit imprimé dans l'un des cotés du bloc fonture) - Ajout d'une Interface de Programmation des Points et des Rangs
(intégration au bloc fonture pour l'interface miniature Memo II ; toutes les autres interfaces de programmation sont un module externe connecté au cerveau de commande)
Programmation
Le Cerveau de Commande de la Machine est Programmé à l'aide d'une Interface Externe
La Programmation des Motifs était faite par ce Dispositif Programmeur, qui varie au gré de l'Évolution Technologique (Tableau 9)
Tableau 9
Interfaces de Programmation des Machines Électroniques S.I.T.
|
SUPERBA |
SINGER |
PHILDAR |
WHITE |
|
|
Mémo Matic à Plots (1) |
S42, S44 |
2100, 2200 |
D110 |
- |
|
Mémo II (2) |
S47 |
400, 600-611, MT610 |
D115 |
1402, 1502 |
|
Mémo Matic Optique (3) |
S28, S46, S48 |
2310 -> 2340 |
D120 |
1602 |
|
Boîtier Électronique (4) |
Système 624 |
MT624, MT2140 |
- |
- |
|
Boîtier Informatisé (5) |
Système 9000 |
MT700 |
- |
- |
1 Insertion de petits Plots (interrupteurs on/off) dans une Surface Matricielle Électrifiée de 20c x 30r
2 Pression sur un Pavé Tactile Matriciel de 16c x 16r
3 Scanner Optique de Dessins de 60c x 150r Tracés au Feutre ou Imprimés sur Calque Transparent
4 Mémoire Programmable via une Interface Archaïque
5 Interfaçage à l'Ordinateur
S.I.T. Conservera dans sa Gamme une Machine Sans Sélection Automatique des Aiguilles
(SUPERBA S26, SINGER MT 2131 - en plus des anciens modèles sans système de sélection des aiguilles, non listés ici)
Pilotage par Ordinateur
Dans les Années 1990, le Système 9000 sur SUPERBA (SINGER MT 700) était à la Pointe de la Technologie
Il permettait d'Informatiser une Machine S.I.T. Électronique pour la Piloter par Ordinateur, comme on le fait aujourd'hui dans l'Industrie
Conçu pour une Utilisation Amateur Avancé ou Professionnelle, le Système 9000 permettait en particulier
- Liberté Totale sur la Taille des Motifs
- Programmer la Machine à l'Interface Graphique (écran + souris)
- Créer les Patrons à l'Interface Graphique
- Augmenter Indéfiniment la Mémoire du Système par Lecteur de Disquette
(librairie infinie de motifs, librairie infinie de patrons)
Toutefois, le prix de ce système devait être exorbitant à l'époque, ce qui a largement contribué à sa Rareté
Comme pour les Machines Électroniques BROTHER, il est possible de Mettre à Niveau le Système Électronique de Sélection Automatique des Aiguilles d'une Machine S.I.T.
Cette Modification permet d'Étendre les Capacités de la Machine, d'en Prendre Librement le Contrôle à l'aide d'un Ordinateur PC Portable ou de Bureau, et de l'utiliser avec ou sans des Logiciels commerciaux comme DesignaKnit
C'est certainement une Solution Intéressante et Financièrement Accessible pour Utiliser n'importe quel Modèle Électronique de Machine à Tricoter S.I.T. comme un Système 9000 !
Découvrir notre Service de Mise à Niveau des Machines à Tricoter Électroniques S.I.T.
C3c. Accessoires
S.I.T. a Développé de Nombreux Accessoires pour Assister le Travail de l'Opérateur et Augmenter son Pouvoir Créatif, comme chez tous les autres Grand Fabricants de Machines à Tricoter Domestiques, y inclus un Moteur pour Déplacer le Chariot
(calculateur électronique de patron, changeur de couleur, chariot intarsia, chariot mousse, chariot de transfert, dispositif point tapis, dispositif vaniseur, lecteur de patron, moteur, peigne sélecteur réglable, presseur, etc.)
On Aime Beaucoup les Possibilités Ergonomiques et Techniques des Systèmes S.I.T.
- plusieurs Pêcheurs peuvent être Fixés n'Importe Où à l'arrière de la Fonture pour le Travail des Couleurs et des Textures
- plusieurs Compteurs de Rang peuvent être Fixés n'Importe Où à l'arrière de la Fonture pour le Travail de Façonnage
- toute sorte d'Étoffe Réversible est (facilement) Réalisable sur ces machines
- existence d'un Chariot Mousse, un Chariot de Transfert Bidirectionnel (d'une fonture à l'autre indifféremment de la fonture de départ) pour Tricoter Très Facilement (mais assez lâche) du Point Mousse, du Point de Riz, du Point de Blé, et d'autres Points Incrustés
(travail manuel très fastidieux sur les machines Japonaises ; sur certains modèles de machines BROTHER, il peut être réalisé par un chariot électronique onéreux, très bruyant, extrêmement lent, et d'usage complexe) [4]
Remarques
En Amérique du Nord (Canada, USA), les Machines à Tricoter S.I.T. ont leurs Fans qui les considèrent à raison comme de petits Bijoux
(elles y sont d’autant plus prisées qu’elles y sont extrêmement rares)
Un Défaut Majeur de Conception (de conséquence rarissime) existe tout de même sur ces machines : Le Choix d'un Alliage en Aluminium (pour sa légèreté) pour les Plaques de Fonture
Sans Élasticité, il se Casse au lieu de se Tordre
(exemple d'un choc accidentel fort sur les plots de la fonture)
C3. Les Machines S.I.T.
C4. Les Autres Machines
C4a. PASSAP
PASSAP = PAtent Schnell Strick APparat
(appareil breveté pour tricotage rapide)
Les machines Suisses PASSAP (PFAFF en Allemagne) ont une architecture voisine des machines S.I.T.
Les modèles DUOMATIC 80 et E6000 sont les plus aboutis, mais ils sont rares dans certains pays et peuvent se vendre assez cher
Contrairement aux machines à tricoter Japonaises, les PASSAP (et les S.I.T.) ne sont pas conçues pour être déplacées, ce qui rend leur portabilité et leur rangement plus difficiles
C4b. KNITTAX
Certains Fabricants, comme l'Allemand KNITTAX, ont développé des Modèles Simples, Ingénieux, et Transportables, comme la KNITTAX AM3 (Figure 16)
Ces Machines ont une Ressemblance avec les autres Machines Européennes, mais elles s'inspirent aussi des Machines Japonaise pour la Portabilité
(fonture à cote optionnelle, présentation en valise)
Figure 16
Machine Allemande KNITTAX AM3 à Plots de Fonture Animés
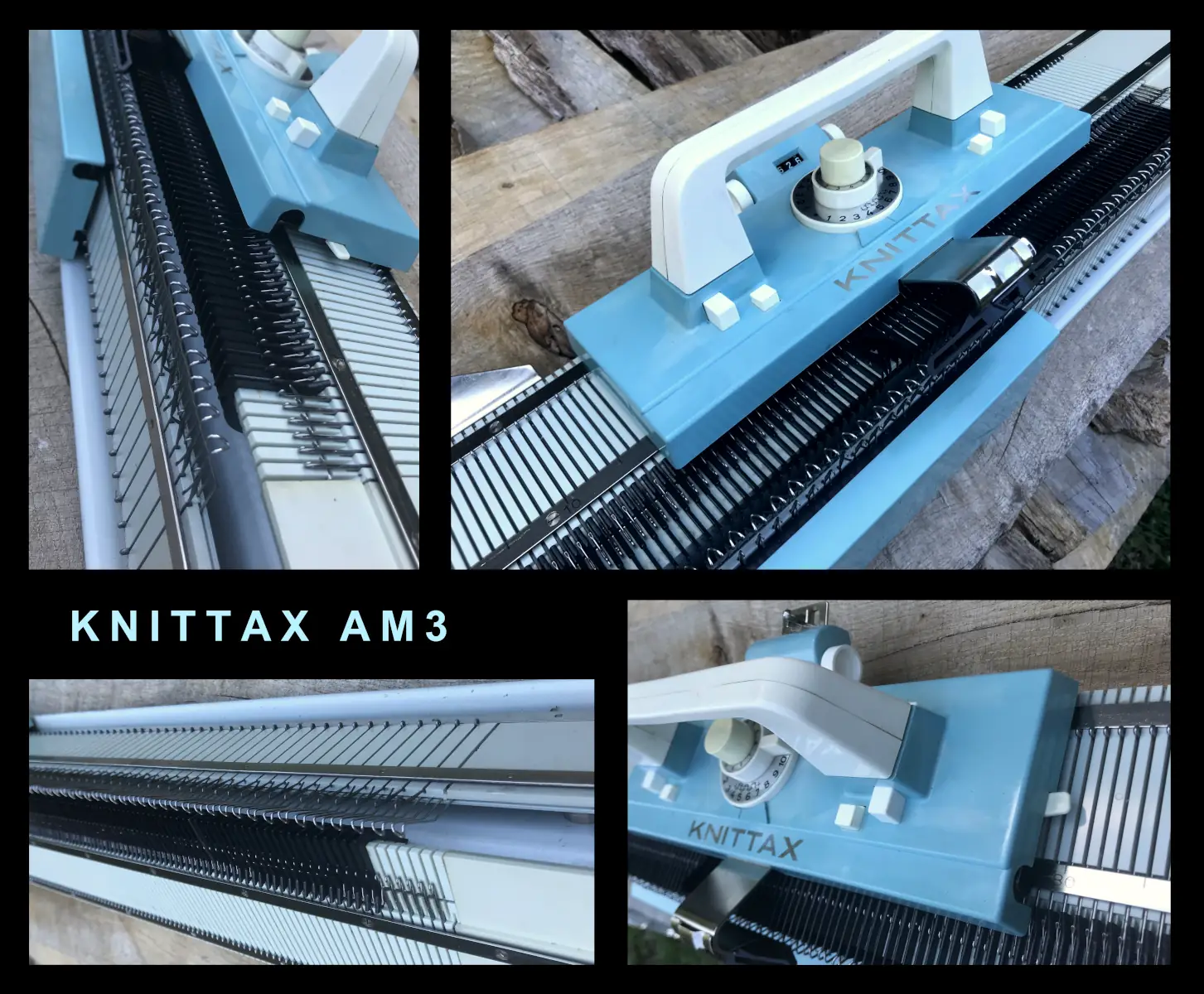
Le Système de Sélection des Aiguilles de la KNITTAX AM3 se fait par une simple Roue Dentée Interchangeable et est assez unique
(la roue se fixe sous le chariot - aussi connu chez S.I.T.)
Il permet d'éviter des mécanismes complexes dans le Chariot arrière, simplifiant la machine qui est donc moins lourde, moins chère, et moins susceptible de présenter des dysfonctionnements
Toutefois, c'est un système rudimentaire qui s'apparente à un peigne sélecteur automatique
Par ailleurs, la KNITTAX AM3 possède un Système de Plots Abaisseurs Animés au Passage du Chariot, à la place des Plots Fixes qui existent sur la plupart des Fontures
Ce système permet la Tombée des Mailles sans Nécessiter aucun Poids
C4c. Autres Européennes & Japonaises
Le marché d’occasion propose des machines à tricoter Européennes et Japonaises de plusieurs autres marques, quoique plus rares que les précédentes
Certaines de ces machines sont intéressantes
Toutefois, elles n’ont pas notre préférence pour diverses raisons, dont la difficulté à trouver les pièces détachées
C4. Autres Machines
D. FORMATIONS EN TRICOT MACHINE
Figure 17
Création d'une Étoffe en Jersey Tissé sur TOYOTA KS 901

Apprendre le Tricot Machine est intimidant parce qu'il faut découvrir et comprendre l'anatomie, le fonctionnement et l'entretien de la machine, en plus de la quantité très importante de techniques variées de tricot qu'il est possible de réaliser avec cet appareil
C'est une Avalanche d'Information qui peut rebuter ou vite décourager, surtout si on est seul dans l'aventure
Pour éviter cette paralysie, ne pas se perdre, et garder la motivation grâce à des progrès visibles, nous vous proposons un Enseignement Didactique Complet & Progressif, parfaitement structuré, à la fois théorique et pratique, et Modulaire sur 4 Semaines de Formation au Tricot Machine, réparties dans l'année
Le Programme de Formation est pensé sur 4 Niveaux Thématiques (Tableau 10) pour vous permettre d'avancer pas à pas à votre rythme et en fonction de vos besoins, et d'expérimenter chez vous pour consolider votre apprentissage et votre maîtrise avant le niveau suivant
- Stages 1, 2, 3
Acquérir la Maîtrise Complète de Votre Machine à Tricoter & des Nombreuses Techniques de Tricot Trame sur Machine - Stage 4 Master Classe
Explorer le Potentiel Créatif que vous pouvez Déployer sur une Machine à Tricoter avec vos Nouvelles Compétences - Les Stages forment 2 Groupes : Utilisation (1 + 2), Étoffe (3 + 4)
Tableau 10
Formation en Tricot Machine : 4 Niveaux pour Maîtriser Tous les Aspects Techniques du Tricot Machine
|
Stage |
Groupe |
Niveau |
Thématique |
Durée |
|
1 |
Utilisation |
Prendre sa Machine à Tricoter en Main |
5j |
|
|
2 |
Produire un Vêtement |
5j |
||
|
3 |
Étoffe |
Points Fantaisie & Motifs |
5j |
|
|
4 |
Étoffes Complexes |
5j |
Les 4 Stages en Tricot Machine sont Enseignés sur Machines à Tricoter Domestiques Mécaniques, Rectilignes, à Jauge Standard, de Marque BROTHER et TOYOTA
L’Enseignement est Transposable sans difficulté à toute Autre Marque et tout Autre Modèle de Machine à Tricoter Rectiligne
(compréhension des fonctions universelles d'une machine à tricoter)
Vous êtes bienvenus en Formation avec votre Machine à Tricoter personnelle sous réserve qu'il s'agisse d'une Machine à Tricoter Domestique Rectiligne Mécanique et qu’elle soit parfaitement fonctionnelle
Possibilité de Remise en État Avant le Stage
(aucune possibilité de diagnostic, réglage, entretien, et réparation pendant le stage)
[1] 2 modèles SILVER REED sont mentionnés en Jauge Fil Fin E7 / pas 3.6 mm (en plus de la BROTHER KH120 en E7.3 / pas 3.5 mm), car peu de Fabricants ont proposé des machines domestiques dans ce Calibre
[2] Portable (KH341) ; à Jauge Moyenne, intermédiaire entre Standard & Gros (KX350, KX355) ; à Jauge Convertible Standard ↔ Gros (KX370, KX390, KX395, KH400)
[3] Maillage Simultané de 2 Étoffes, liées l'une à l'autre par le Fil de Motif. La Fonture Principale Tricote Jacquard, l’autre Fonture Tricote Jersey. Le Fil de Motif est maillé simultanément (d'où "simulknit") sur les 2 Fontures, les 2 Étoffes se trouvant ainsi soudées par un Fil en Commun. L’Étoffe en Jersey est la Doublure Unie (dans la couleur du motif) de l’Étoffe en Jacquard. Elle sert à Cacher les fils flottés de la face cachée, tout en donnant un produit plus épais et plus chaud. À la différence du Double-Jacquard dont les mailles sont distendues verticalement, et d'autant plus qu'il y a de couleurs par rang, le Simulknit produit une double-étoffe sans distorsion des mailles - sa qualité est donc très belle
[4] BROTHER INDUSTRIES est le seul fabricant Japonais à avoir commercialisé ce type d’accessoire. Toutefois, c'était un robot plutôt qu'un chariot électronique. Il était cher et nécessitait un apprentissage avancé pour maîtriser ses nombreuses fonctionnalités. Extrêmement bruyant et extrêmement lent, puisqu'il travaille les mailles 1 par 1. Plusieurs modèles ont existé, mais ils ne pouvaient s’utiliser que sur certaines machines KH88* et KH9** sans nécessairement être interchangeables sur tous ces modèles